

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
产品点胶当中容易出现的工艺缺陷有:胶点大小不合格、拉丝、胶水浸染、固化强度不好易掉等。要解决这些问题应整体研究各项技术工艺参数,以找到解决问题的办法。
1、点胶量的大小
根据工作经验,胶点直径的大小应为产品间距的一半。这样就可以保证有充足的胶水来粘结组件又避免胶水过多。点胶量多少由时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择点胶时间。
2、点胶压力
点胶设备给针管(胶枪)提供一定压力以保证胶水供应,压力大小决定供胶量和胶水流出速度。压力太大易造成胶水溢出、胶量过多;压力太小则会出现点胶断续现象和漏点,从而导致产品缺陷。应根据胶水性质、工作环境温度来选择压力。环境温度高会使胶水粘度变小、流动性变好,这时需调低压力值,反之亦然。
3、针头大小

在工作实际中,针头内径大小应为点胶胶点直径的1/2左右,点胶过程中,应根据产品大小来选取点胶针头。大小相差悬殊的产品要选取不同针头,这样既可以保证胶点质量,又可以提高生产效率。
4、针头与工作面的距离
不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始之前应做针头与工作面距离的校准,即Z轴高度校准。
5、胶水的粘度
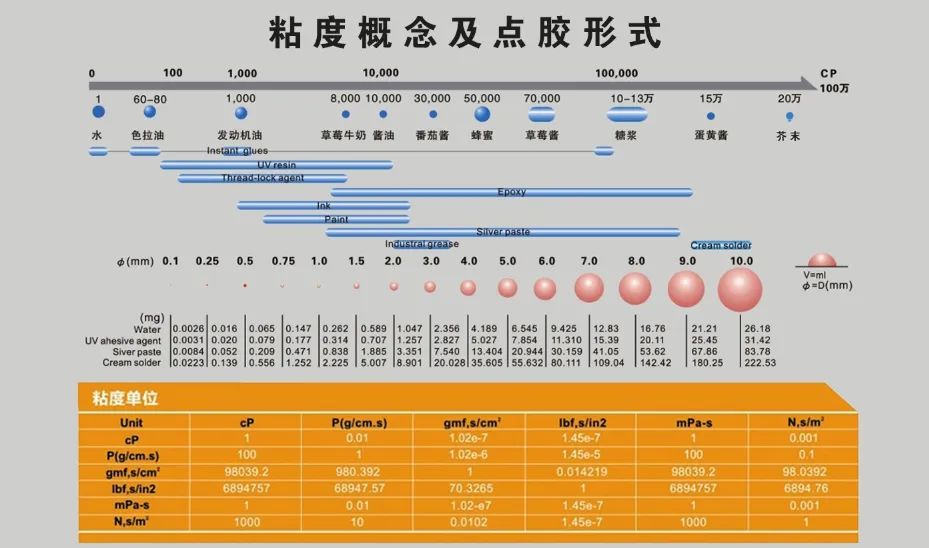
胶的粘度直接影响点胶的质量。粘度大,则胶点会变小,甚至拉丝;粘度小,胶点会变大,进而可能渗染产品。点胶过程中,应对不同粘度的胶水,选取合理的压力和点胶速度。
6、胶水温度
一般环氧树脂胶水应保存在0~5℃的冰箱中,使用时提前半小时拿出,使胶水温度与工作环境一致。胶水的使用温度应为23℃~25℃;环境温度对胶水的粘度影响很大,温度降低粘度增大,出胶流量相应变小,更容易出现拉丝现象。其它条件相同的情况下环境温度相差5℃,会造成出胶量大小发生50%的变化,因而对于环境温度应加以控制。同时环境的温度也应该给予保证,温度过高胶点易变干,影响粘结力。
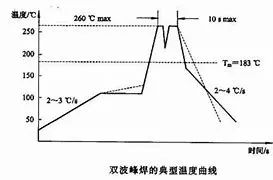
7、固化温度曲线
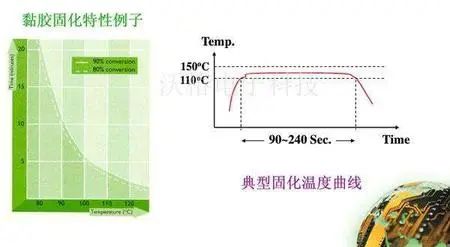
对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。
8、气泡

一定不能有气泡。一个小小气泡就会造成许多产品没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。
9、需要特殊设定的流体
瞬间胶:对水性瞬间胶使用安全式活塞及Teflon内衬金属针头,对浓稠性瞬间胶,则使用锥形斜式针头,若需挠性则使用PP针头。
UV胶:使用琥珀色针筒,白色活塞及斜式针头(可遮紫外线)若使用其它种类针头,请订制可遮紫外线之针头。
光固化胶:使用黑色不透明针筒,避免感光。
厌氧胶:使用10CC针筒及白色PE通用活塞。
密封胶及膏状流体:若使用白色活塞反弹严重时,请改用安全式活式,使用斜式针头。
10、点胶精度
电子行业对点胶精度需求较高,大多数电子产品结构小巧,需要做到高精度才能完整地将胶水填充在电子产品中,控制好每次操作位置,确保操作精度才可以达到最佳点胶效果。在此方面双翌光电可以为您服务,深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、视觉定位、视觉检测、图像处理库等为核心的多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
