热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


机器视觉技术作为缺陷的检测方法优势明显,硬件的运行速度呈几何倍数增长,检测软件系统功能日益完善,并且机器视觉的核心技术——图像处理算法已经达到了高度成熟,可以轻易检测出人眼难以分辨出的特征。
无论是汽车工业,城市建设还是手机电子,玻璃都扮演着重要的角色,如汽车挡风玻璃、玻璃桌、手机屏幕以及玻璃门等平板玻璃必须进行磨边加工来去除其横断面的棱角,降低其锋利程度,达到安全美观的效果。
由于玻璃属于脆性材料,在磨边加工过程属于去除加工,脆性断裂,划伤,磨削不均匀都会导致一系列缺陷的产生。平板玻璃厚度范围在3~20mm,缺陷非常细微,缺陷形状不均匀,通常采用人工抽样的检测方法很难保证连续地稳定性,不仅效率低,而且由于人眼分辨力和易疲劳等因素容易产生误检和漏检,降低产品的质量。玻璃生产和深加工企业亟需通过实现自动化在线检测以提高玻璃磨边加工的成品质量。
平板玻璃边部缺陷分类:
目前玻璃边部处理主要分磨削和抛光两道工序,磨边属于玻璃的二次加工,即将切割后带有锋利棱角的玻璃用金刚石砂轮进行磨削,除去棱角保证安全,同时使玻璃更加美观、稳定。玻璃在磨削过程中主要受金刚石磨粒对玻璃破坏,且具有随机破坏性,造成缺陷形状不规则,根据缺陷的形成机理以及出现位置,将其分为亮斑、爆边和白线。
1)亮斑
亮斑的大小为≥0.2mm2,其位置位于边缘的中部。亮斑部分较磨削过的面光滑,当有光照射时可呈镜面反射,人眼看呈一块明亮的区域;设置一定的光照角度,使用显微镜头采集其特征时,磨削过的表面经过漫反射可以被镜头捕捉一定的光,而亮斑区域由于镜面反射的角度没有与镜头垂直,大部分光没有被捕捉到,因此亮斑在整个图像中呈最暗的区域。
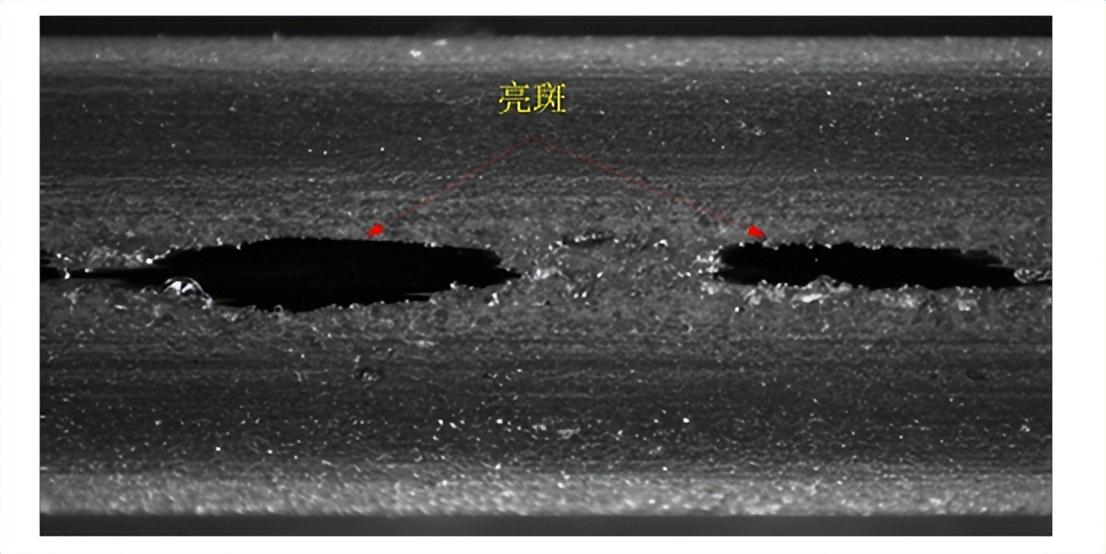
亮斑效果
2)爆边
从宏观上,爆边为≥0.1mm2的断裂小坑,其位置紧贴玻璃上表面或下表面;微观上,爆边的断裂面凹凸不平,当有光照射时,凸面将光发散地反射出去,镜头捕捉的光少,呈暗区;凹面将光汇聚地反射出来,镜头捕捉的光多,呈亮区,灰度接近饱和。因此在缺陷检测过程中,将亮、暗两部分提取出来进行合并即为爆边。
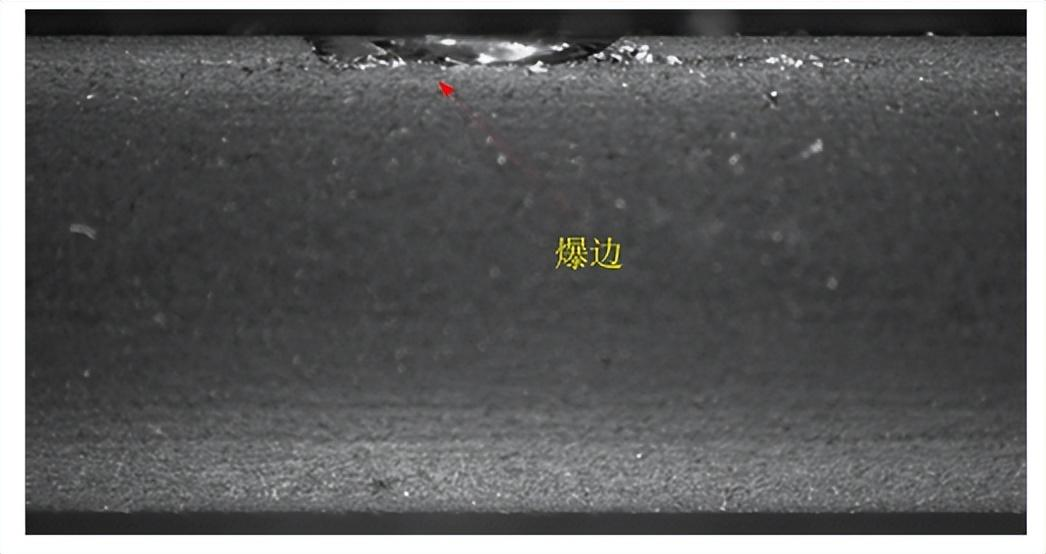
爆边效果
3)白线
白线方向与水平轴基本平行,宽度小于等于0.1mm,长度大于等于4.25mm即为白线,其位置可出现在玻璃边部的任何位置。在磨削加工过程中,砂轮上的磨粒脱落导致硬质点分布不均或脆性断裂产生的玻璃碎渣极易划伤表面,由于水平方向上有一定的线速度,因此会在表面留下一条细长的划痕(刚产生的白线会粘有玻璃碎屑)
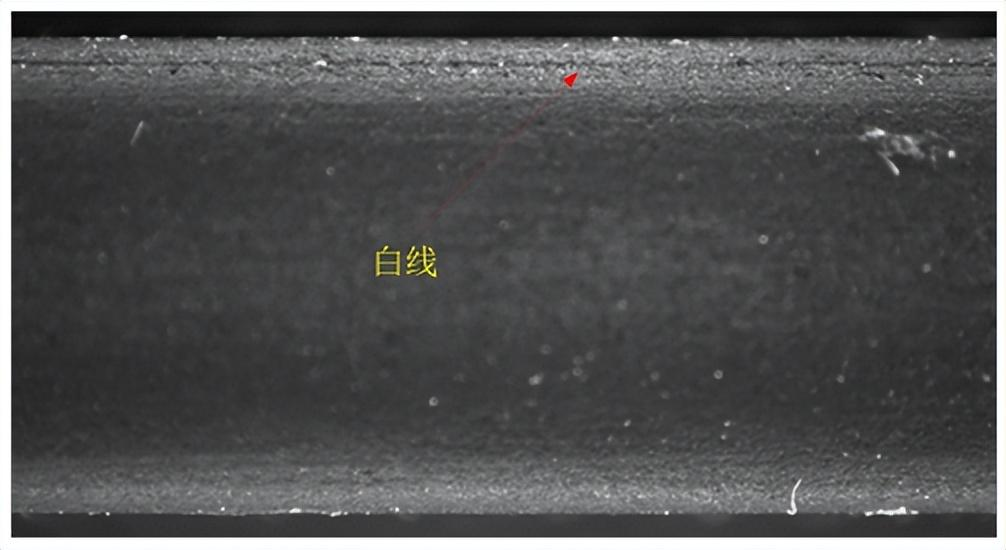
白线效果
行业研究成果:
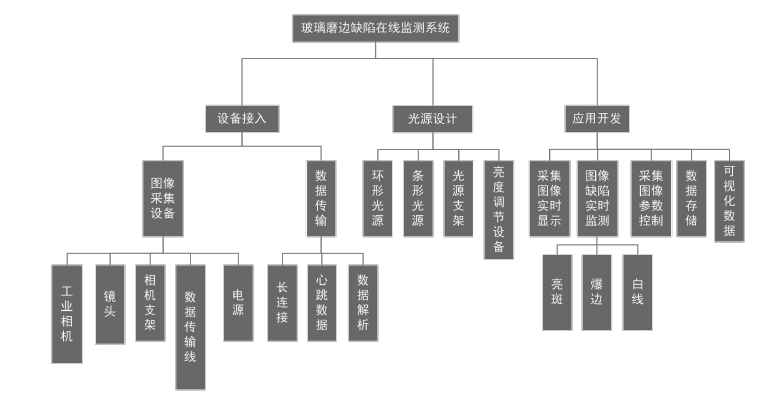
玻璃磨边缺陷在线检测系统构成
为实现系统的实时数据采集和图像分析,对系统的功能模块进行划分主要功能分为图像采集、光源和图像处理应用的开发。
应用开发部分——玻璃磨边缺陷在线检测软件:
待测物体将图像的光信号传递给相机,相机将光信号转换为数字信号传递到图像的缺陷检测中心进行缺陷检测;检测中心将带有缺陷的图像传递到图像缺陷存储中,同时将缺陷的特征数据(包括位置、大小、类型、数量、发现时间等)传入缺陷数据存储;检测中心还可以接收检测人员下发的图像采集指令,同时传递給CCD相机。查看图像处理接收到检测人员发出的查看图像指令,从缺陷图像存储中检索出带查看图像呈现给检测人员。查看数据处理接收到检测人员的查看缺陷数据指令,从缺陷数据存储中检索出缺陷数据,传递给检测人员查看。生成报表处理接收到检测人员发出的生成报表指令,从缺陷数据存储中检测出缺陷数据处理后生成报表存储到报表存储文件。
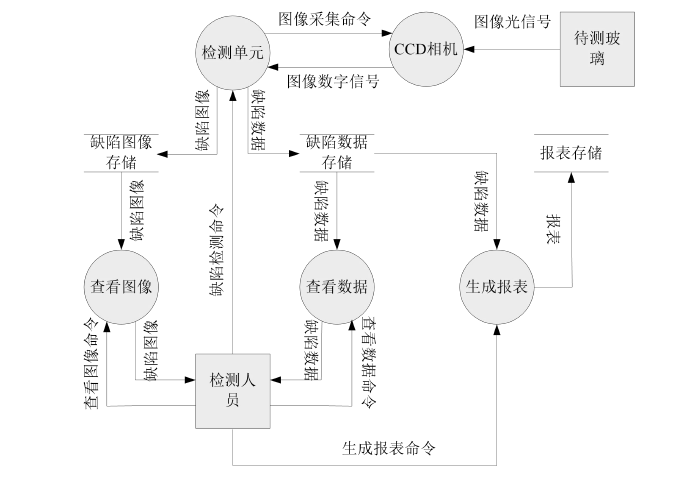
缺陷监测系统数据流程图
注:由于玻璃边部的缺陷十分细微,需要将其放大才能精确的提取出缺陷,因此选用显微镜头来采集图像,以达到放大图像的效果。
深圳市双翌光电科技有限公司是一家专注于机器视觉核心算法研究,视觉检测设备,CCD光学检测设备,机器视觉定位检测,视觉方案定制和研发与一体的高新技术企业。目前自主研发针对工业生产制造企业的视觉系统,已在电子、包装、印刷、化工、食品、塑胶、纺织等行业得到成功的应用与广泛好评。各级生产企业通过对机器视觉系统的现场应用,在实时监控产品生产质量、提高生产效率的同时,还可以大幅节约人工成本,是制造业在面向工业4.0时代的最佳选择。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
