

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
在当今快速发展的科技时代,机器视觉检测技术已经深入各个行业,为品质把关、为安全护航。其中,医疗包装行业更是从这项技术中受益匪浅。本文将为您深入解析机器视觉检测技术在医疗包装行业的应用,以及其对该行业的重要意义。
一、机器视觉检测技术的魅力
机器视觉检测技术借助计算机视觉和图像处理技术,实现了对产品质量的自动检测和控制。相较于传统的人工检测,机器视觉检测具有更高的准确性和效率,同时还能对生产过程中的关键数据进行实时监控和分析,为生产决策提供有力支持。
二、医疗包装行业的挑战与需求
医疗包装行业对产品质量和安全的要求极为严格。从药品、试剂、医疗器材等多个方面,都需要进行严格的质量控制。然而,传统的检测方式往往难以满足如此高的要求,特别是在人工检测环节,受主观因素影响较大,容易出现漏检、误检等情况。因此,引入机器视觉检测技术显得尤为必要。

三、机器视觉检测技术在医疗包装行业的应用实例
外观检测:机器视觉系统可以自动检测医疗包装产品的外观缺陷,如划痕、污渍、破裂等问题,有效提高了产品的合格率。
尺寸检测:通过测量产品的各项尺寸,机器视觉系统可以确保产品尺寸在规定范围内,避免了因尺寸偏差导致的质量问题。
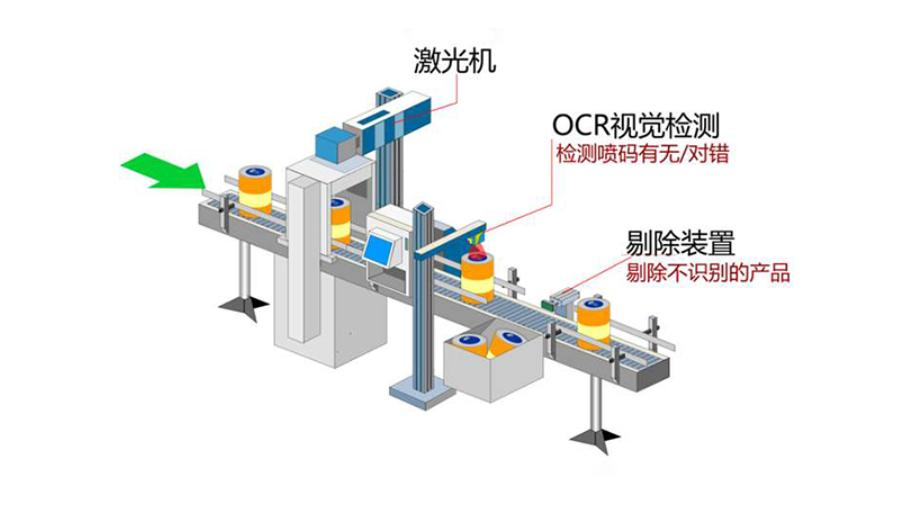
识别与追溯:通过读取产品上的标签信息,机器视觉系统可以实现产品的精确识别与追溯,为医疗包装行业提供了更加可靠的质量控制手段。
自动化生产线监控:机器视觉系统可实时监控医疗包装生产线的运行情况,一旦出现故障或异常,能迅速发出警报,有效保障了生产过程的顺利进行。

四、机器视觉检测技术对医疗包装行业的影响
机器视觉检测技术的引入,不仅提高了医疗包装产品的质量,降低了次品率,还为医疗包装行业带来了以下重要影响:

提高生产效率:机器视觉检测技术可以大幅提高生产过程中的检测速度和准确性,有效提高了整体生产效率。
降低成本:通过减少人工检测环节,机器视觉检测技术可以有效降低人力成本,提高企业的盈利能力。
为质量追溯提供有力支持:借助机器视觉检测技术,企业可以实现产品的精确追溯,一旦出现质量问题,可以迅速找出原因,有效控制风险。
提高企业竞争力:通过引入先进的机器视觉检测技术,企业的产品质量得到保障,有助于提升企业品牌形象和市场竞争力。
目前国内通用智能高速机器视觉平台 HCvision System 可广泛应用于工业自动化领域的各个行业,包括新能源、电子制造、汽车制造、机器人、包装、物流、五金、食品、生物、医药、家电等。
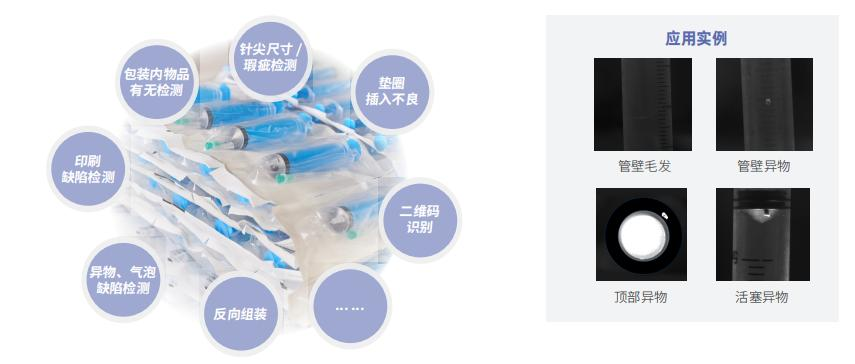
在医疗包装行业,深圳市双翌光电科技有限公司可以针对,包装内物品有无检测、针尖尺寸/瑕疵、垫圈插入不良、印刷缺陷检测、异物气泡缺陷检测、反向组装、二维码识别等等视觉需求,提供视觉解决方案。目前已帮助国内众多包装行业提供了高标准的解决方案,为企业提高了生产效率、降低了成本、提升了产品质量。
五、结语
机器视觉检测技术在医疗包装行业的应用,无疑为该行业的发展注入了新的活力。借助这项技术,企业能够更加有效地控制产品质量,提高生产效率,降低成本,提升市场竞争力。展望未来,机器视觉检测技术将在医疗包装行业发挥更大的作用,为保障医疗安全和质量贡献更多力量。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
