热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


介绍
在摩尔定律引导下,国际半导体技术蓝图(ITRS)也在不断更新换代。随着集成电路产品技术需求的提升,光刻技术也不断地提高分辨率,以制作更精细的器件尺寸。
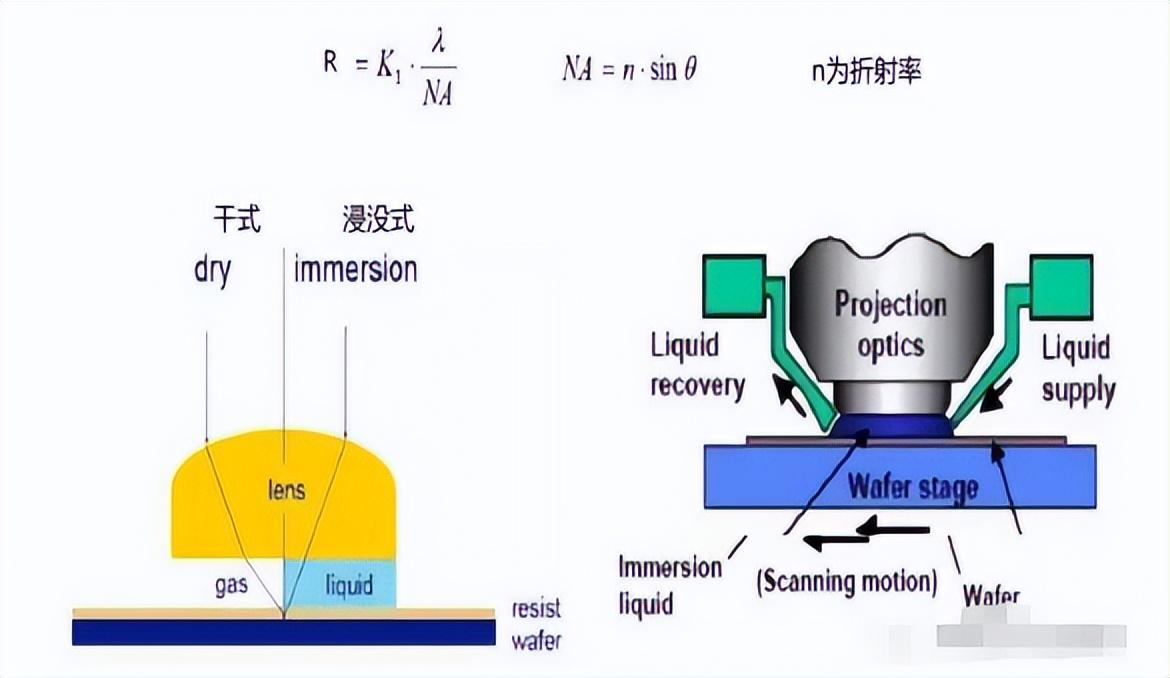
传统的光刻技术中镜头和晶圆之间的介质是空气,而浸润式光刻技术则是把空气换成了液体,比如水,这是利用了光通过液体后波长缩短从而提高分辨率的原理。
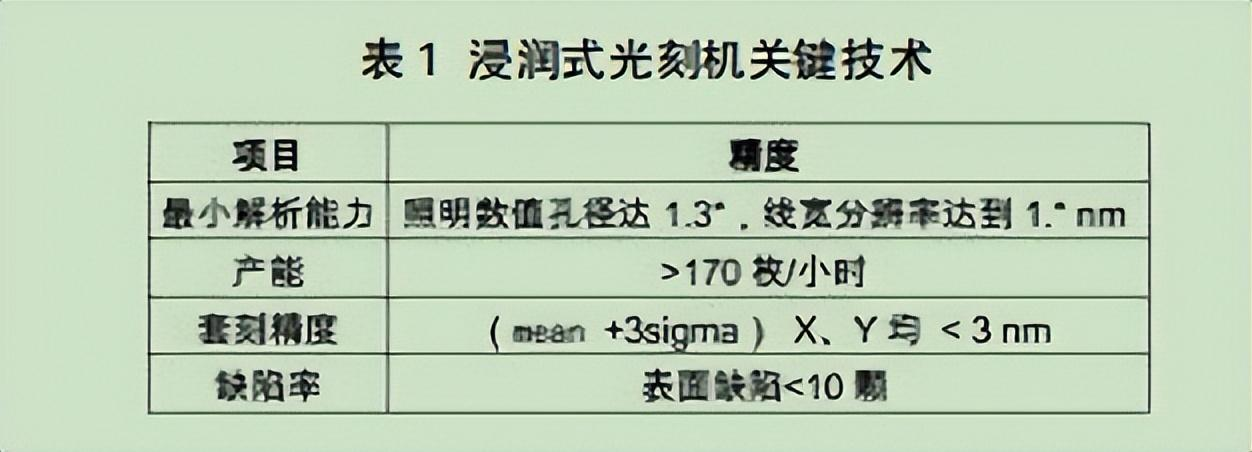
随着浸润式光刻技术的发展和成熟度越来越高,目前其精度已然达到 28 nm 生产工艺节点,其各项主要性能也得到业界认可,如表 1 所示。
光刻机由众多复杂的系统组成,其中自动聚焦系统(如图 1)保证了晶圆在曝光时能够处于最佳聚焦范围内,从而确保曝光时聚焦的精度。
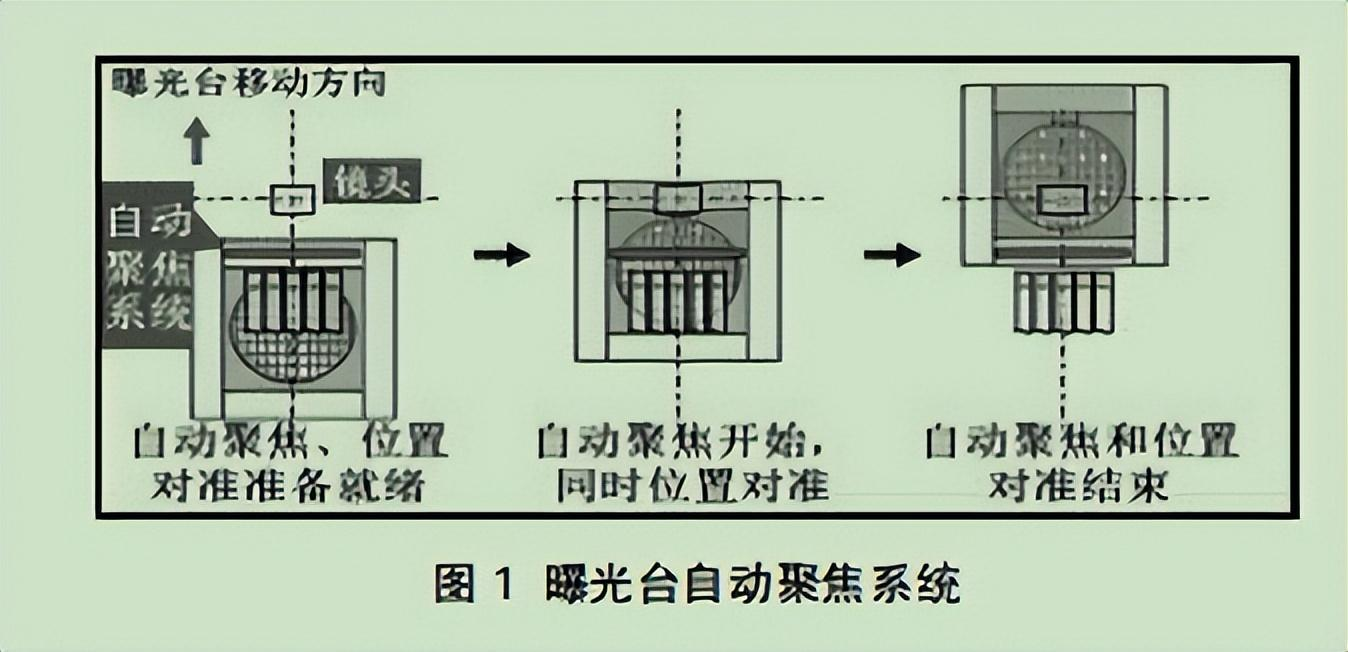
浸润式光刻机的自动聚焦系统扫描长度可以达到 328 mm,而12 寸晶圆直径为 300 mm,但由于扫描结果和判断准则限制,实际自动聚焦系统只能认定 292 mm 范围内的结果为有效数据。
而晶圆的曝光区域为直径 294 mm 的圆(3mm去边),如此则存在了一个1 mm 的环形盲区是自动聚焦系统无法侦测的。
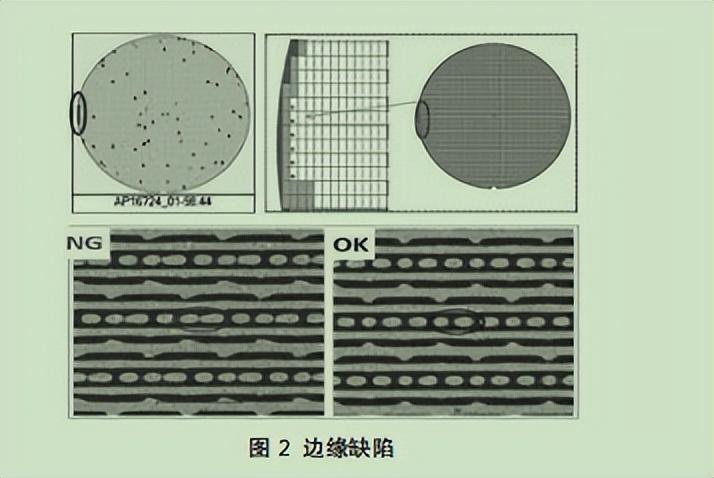
这就大大增加了产品的边缘缺陷风险, 一旦在此盲区内存在了颗粒或者光刻胶残留,就会导致产品边缘曝光时出现离焦,从而影响良率(如图 2)。
一方面是设备本身设计缺陷,即使边缘存在离焦,它也无法报警预知,只能通过后期产品缺陷监测 才有可能看到问题。
另一方面缺少有效的监控手段,低效的人为采样监控,可能导致有问题的产品无法发现,最终影响芯片良率。
优化管理方案
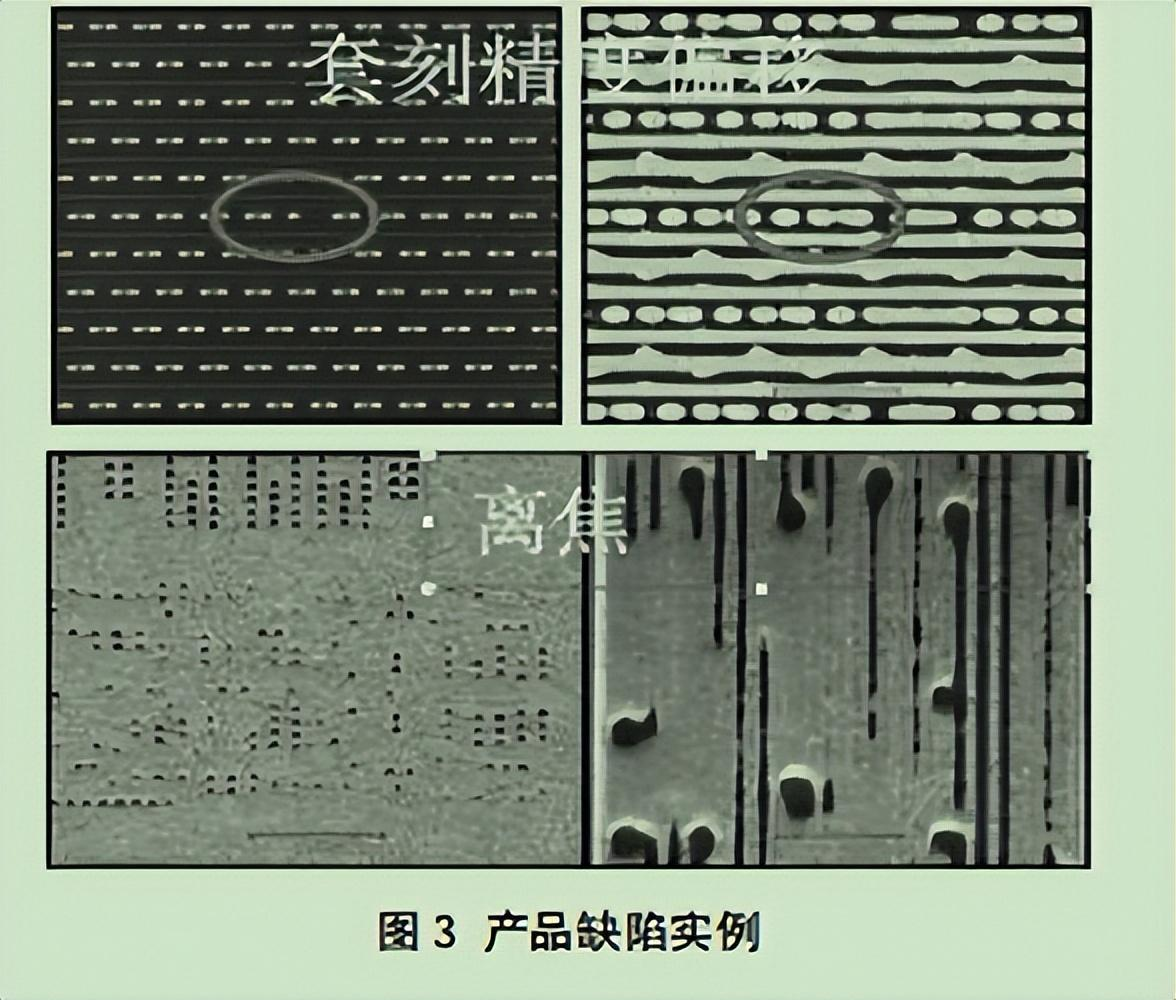
如图 3 为典型的缺陷图,针对问题,我们通过大量的实验收集和数据分析,提出了以下几种改善方案,事实证明针对边缘缺陷问题可以做到有效地监控管理。
1.1 扩边法
常规晶圆表面平坦度(检测范围为 147 mm 以内,通过扩边将平坦度的计测扫描范围扩大至149mm,结果发现边缘出现明显差异,如图所示。
在正常状态下,如图 4(a),平坦度最大值为 60.8 nm,而当我们扩边以后,如图 4(b),发现边缘出现了红色点,最大值达到 154 nm,而经过清扫后边缘结果变好,如图 4(c)。
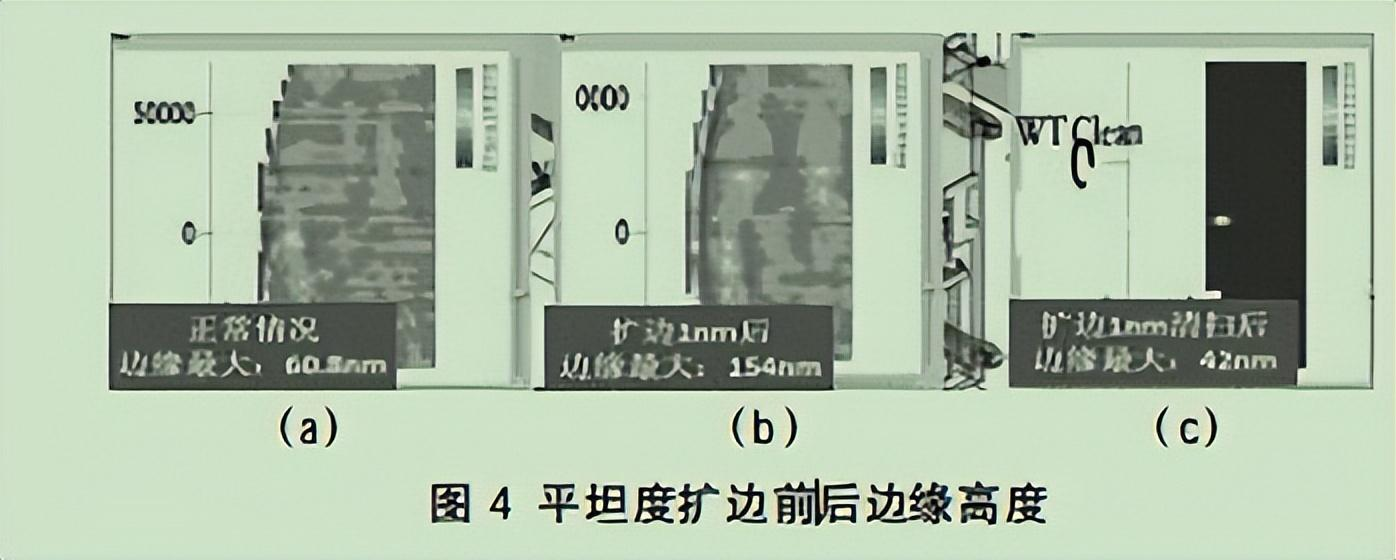
这说明边缘位置一旦有颗粒或光刻胶残留时,仅靠常规检验方式可能带来“误判”。因此需要通过扩边加大计测范围,给予工程师更准确的依据。
1.2 平移法
前面我们提到过浸润式光刻机的自动聚焦系统 在设计上改变了原有的矩阵排布,可以在做位置校准的同时一并进行自动聚焦测量,缩短了晶圆作业时间。

1.2.1 在线监控
顺着这样的设计思路,我们尝试建立新的监控方法,将原本的位置对准标记向左或向右任意一个方向移动 1 mm。
这样的话自动聚焦系统也会相应的向左或向右移动了 1mm,如此就间接的扩大了边缘的监控范围(146 mm → 147 mm),从而可以做到时时监控到 147 mm 边缘离焦情况。
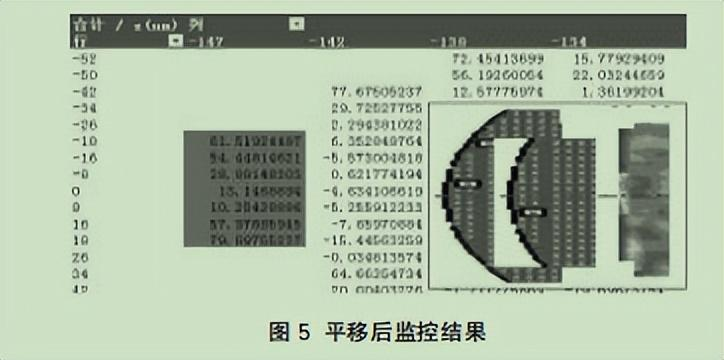
当然两边都要监 控的话可以建两个方向的监控机制。如图 5 所示,实验显示在新的监控试验下,也是可以有效地发现边缘离焦现象。
1.2.2 最佳聚焦法
如果说前面提到的方法是线上监控的话,那么最佳聚焦法是设备技术人员用来监控机台性能的手段。
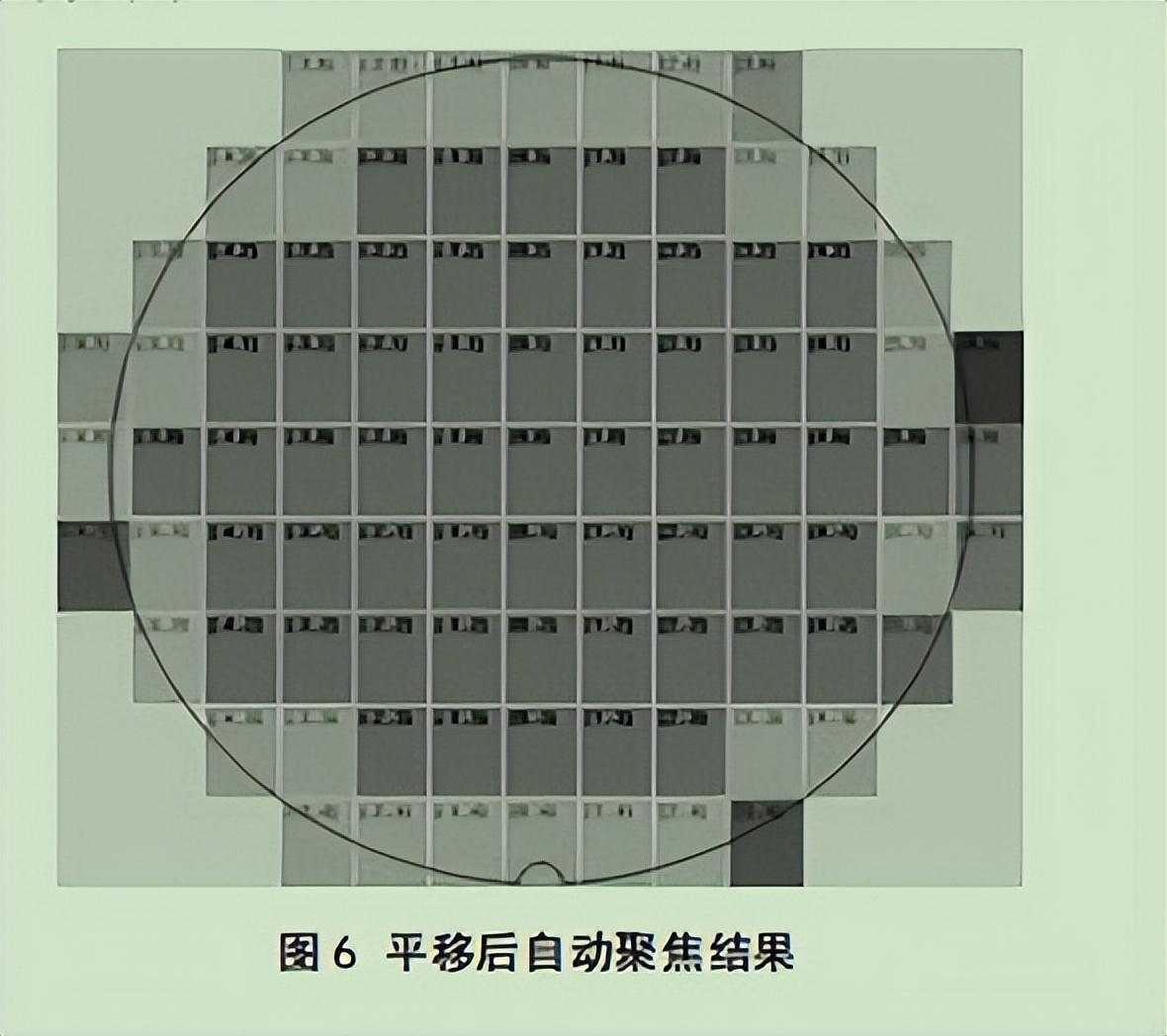
因此我们尝试微调最佳聚焦计测法的条件,将边缘曝光区域里的标记向外移动 1 mm,如图 6 所示。
这就类似前面提到的移动校准标记一样,这样就能使得自动聚焦系统也向同方向移动,达到监控更边 缘的效果。
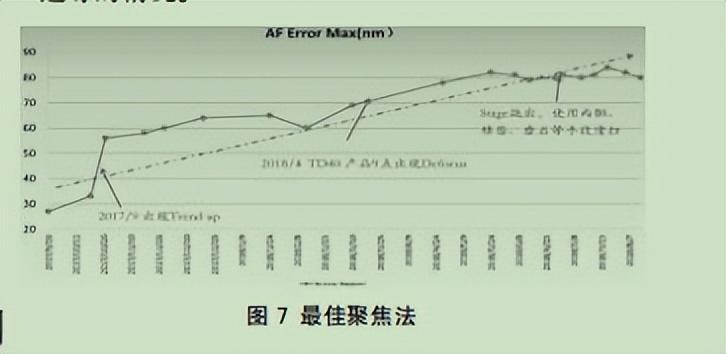
一方面最佳聚焦计测法更贴合产品的聚焦情况,另一方面该方法的更改更方便。如图 7 所示,通过实验收取数据验证此方法同样可以有效地监控到边缘的情况。
1.3 密集法
该方法是将每个自动聚焦系统的扫描间距变小,比如原来每个传感器监控范围为 4 mm,只能监控到 146 mm,现在扫描范围改成原来的一半即2mm,如图 8 所示。
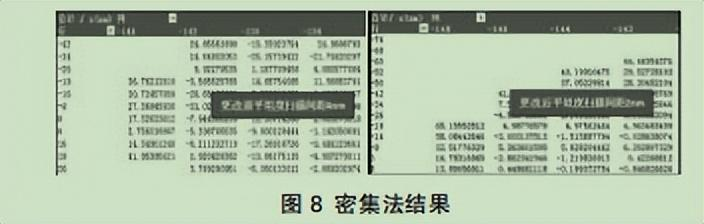
这样设计正好兼顾了 147 mm 的曝光边缘带。该方法在软件端就可以设定,无需硬件改动,这样就能够得到147 mm处的聚焦数据。
但是这种方法会增加晶圆作业时间,降低产能。
1.4 比对法
浸润式光刻机在每次跑产品时都会形成对应的聚焦图像,如图 9 所示。

一般情况下产品的对准标识不在晶圆中心,这就类似于平移法一样,产品的条件已经提供了平移的设定,那么我们可以定期监控边缘情况即可。
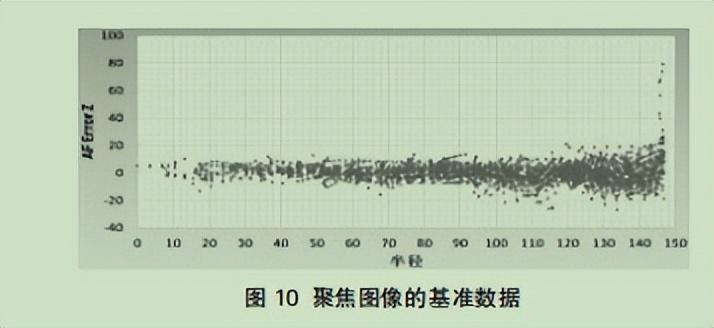
通过选定某一天的数据作为基准数据,之后每日监控并与基准数据做差分,可以得到边缘聚焦情 况的长期变化趋势,如图 10 所示。
清扫方案升级
有效地监控可以提前发现问题,将隐患降至最低,避免大批量的产品受到影响。而一旦提前发现问题,接下来就需要进行曝光台边缘清理。

曝光台清扫分为自动清扫和手动清扫两种,经过长期的清扫经验积累,针对不同的污染源,我们制定了不同的手动清理方案,如表2 所示。
同时针对清扫工具,我们和厂商研究讨论,对传统的清扫材质进行了升级改进,降低了曝光台的损坏率,延长了关键部品的寿命,节省了成本,改造前后对比如表 3 所示,新旧磨石如图 11 所示。

在这里,我们通过开发了小程序,如图 12 所示, 将机台原来的自动清扫功能(所谓原来的自动清扫还是需要人为借机后操作)做了一定更改。
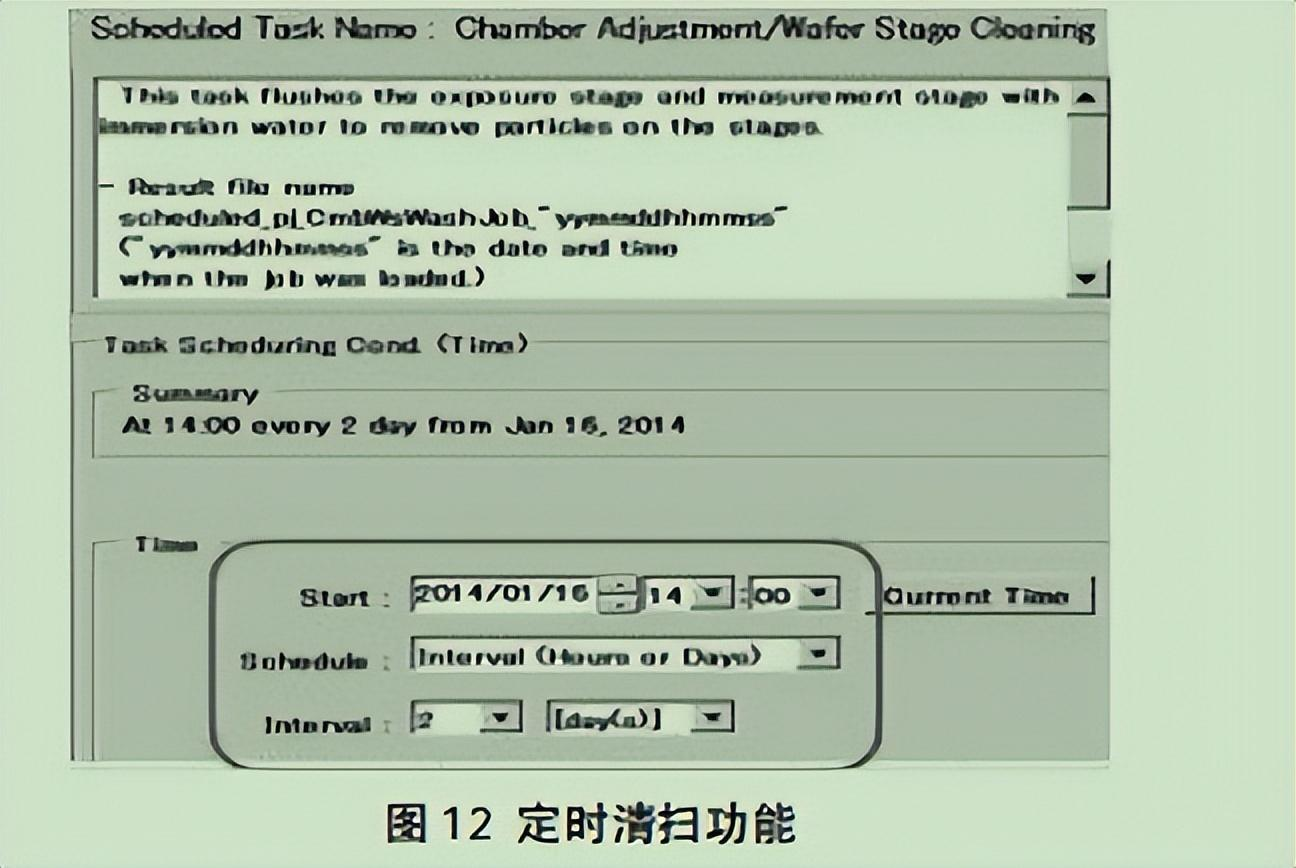
变成了定期自动触发清扫曝光台,当然也可以设定条件触发,避免机台正在曝光时候进行清扫。
总结
以上四种管理方案的提出,改善了最初无法监控的状况,而且四种方法可以交替使用,比对法我们可以作为每日监控的窗口,从而及时判断线上产品的情况;
监控平移法可以作为线上监控手段,如果监控专用的晶圆紧张,我们可以选择最佳聚焦计测平移法、扩边法以及密集法进行交替使用。
这些监控手段极大地改善了浸润式光刻机因晶圆边缘缺陷缺少管理而影响良率的现状,有效地对设备本身缺陷进行了弥补,减少了更多的产品遭受离焦影响。
即延长了设备零部件的使用寿命,为公司节省了人力物力,也大大提升了大宗产品良率。
后续针对边缘缺陷问题,我们对现有的清扫曝光台的方案进行了归纳总结,针对不同的污染源制定了相应的应对方案。
同时,和厂商一起对清扫工具进行了改造升级,降低了曝光台的损耗率,延长了部 品的寿命。
另外,通过增加定时自动清扫程序,降低了大规模清扫风险。有效的监控可以帮助我们为后续动作的判断提供保障,确保我们能够在短时 间内做出正确的决定。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
