

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
医药行业是机器视觉应用较早的领域之一,目前在发达国家以及国内知名药企中,机器视觉技术都在大规模应用。
如今企业之间的竞争,哪怕是0.1%的缺陷存在都是“致命伤”。对医药行业来说,尤其如此。所以,在药品的生产、包装(泡罩包装、液体灌装、压盖、贴标、喷码,以及装盒检测)过程中,机器视觉技术都在发挥其强大的功能,以保证产品零缺陷。
那么下面小编就为大家罗列一下机器视觉技术在医药企业中的相关应用:
1.产品的条码、字符正确性检测(OCR);
2.产品标签粘贴位置准确性检测;
3.泡罩包装药品的漏粒、缺粒等质量问题检测;
4.瓶装类药品的完整性检测;
5.液体药品的杂质和异物检测;
6.产品说明书有无检测;
7.产品的尺寸合格检测;
8.与机器人配合,智能化完成药企厂区的物资运输。
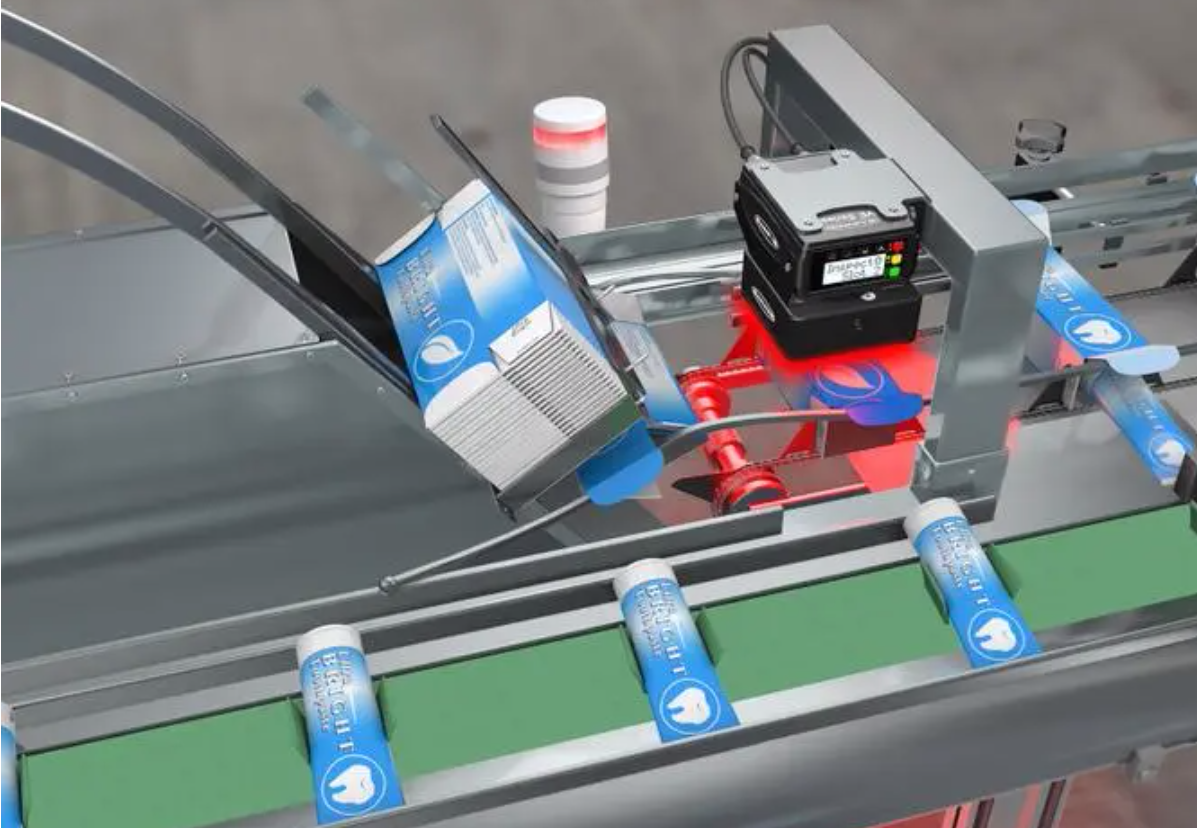
PART/1检测产品的条码、字符正确性检测(OCR)
利用工业相机采集图像,在选择合适照明的基础上,再使用偏光滤镜,结合相关软件和算法,可进行稳定的OCR识别和检测。
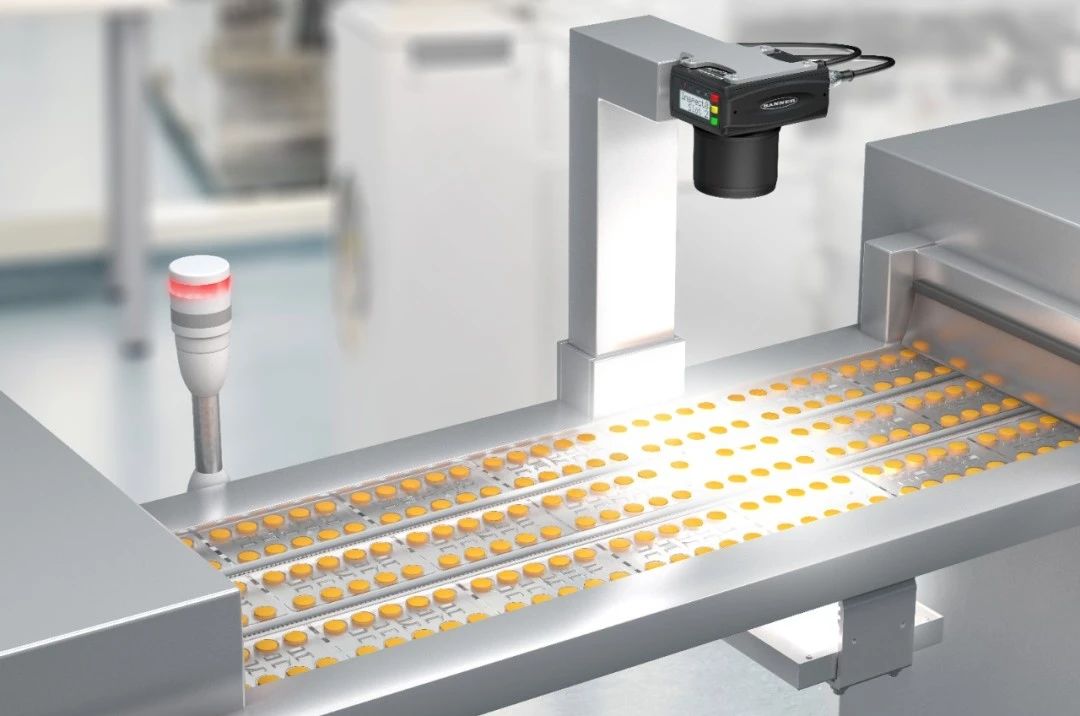
PART/2产品标签粘贴位置准确性检测
利用工业相机采集图像,基于相关软件和算法,对标签的有无和粘贴错位检测。
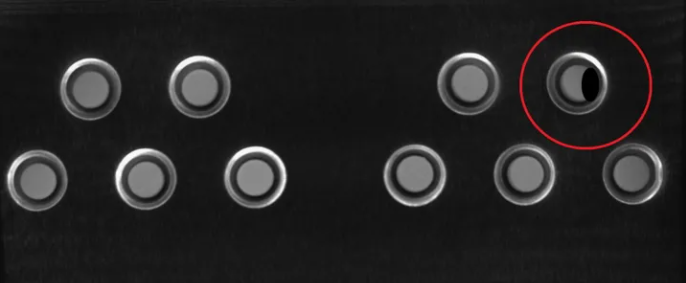
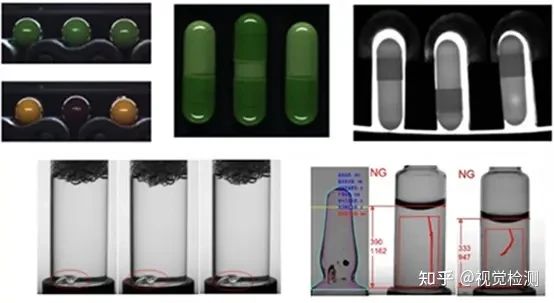
PART/3泡罩包装药品的漏粒、缺粒等质量问题检测
当药粒被包装进泡罩后,生产商必须保证所有泡罩内的药粒都是完好无损的。利用工业相机采集图像,基于相关软件和算法,对泡罩包装药品的漏粒、缺粒等质量问题检测。有助于提高产品质量,目前技术可保证零失误率。
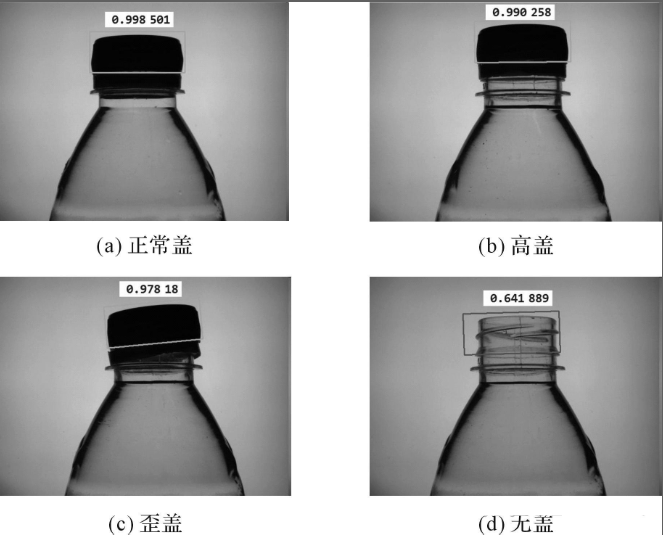
PART/4瓶装类药品的完整性检测
利用工业相机采集图像,基于相关软件和软件,对瓶装类产品的完整性,特别是封口和瓶盖的缺陷实现实时在线监测。在检测之前,图像传感器记录下正常的瓶口特征,当罐装好的药瓶经过传感器镜头前面时,传感器会捕捉当前的瓶口特征,与其所记忆的原瓶口特征进行比较,看是否一致。
PART/5液体药品的杂质和异物检测
液态药瓶,经罐装后,要判断药液中是否会混入杂质。利用工业相机采集图像,基于相关软件和算法,对液体药品的杂质实现实时在线检测,确保药品的纯净度。
PART/6产品说明书有无检测
利用工业相机采集图像,基于相关软件和算法,对包装说明书发生的错位短缺进行实时在线检测。

PART/7产品的尺寸合格检测
利用工业相机采集图像,基于相关软件和算法,对相关产品的尺寸进行实时在线检测。检测前,计算机会记住正确的尺寸,并在检测中与之实时对比,确保产品的尺寸保持一致。

PART/8与机器人配合,智能化完成药企厂区的物资运输
在信息化和智能化时代,用机器人取代人类去从事重劳力性的活动已经成为了业界共识。世界领先的医药企业中,已经大量部署了工业机器人和AGV进行作业。利用机器视觉技术,配合机器人,可以轻松拆码垛、物资运输等作业。

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
