热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


软包锂电池所用的封装材料是铝塑复合膜,简称铝塑膜。对裸电芯进行封装前,要进行铝塑膜的冲切,将铝塑膜冲成所需的规格后,进行电芯封装。
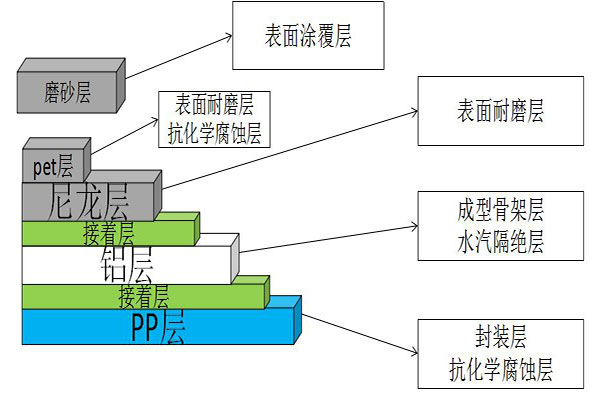
铝塑膜结构图
冲切凹坑的最内侧材料是流延型聚丙烯薄膜(CPP),其具有一定熔点,封装时两面CPP层材料相对在一定温度和压力下融化并粘结到一起,如图2所示。
CPP层材料与金属Ni、Al及极耳胶具有良好的热封粘结性,本身具有良好的耐电解液和抗HF性能,同时CPP层也有较好的绝缘性和物理防护性能,可以有效防止电极与锂离子电池软包材料之间的短路从而引起的铝塑膜腐蚀。
中间的Al层材料主要目的是防止空气中水分的渗入,水分渗入电芯内部会与电解液反应生成HF并形成副反应产生大量气体,造成锂电池鼓胀,是锂电池的重要隐患之一。Al层具有一定的强度可以防止外力对电芯的损伤。
最外层的尼龙层主要是防止空气中氧的渗透,维持电芯内部环境。最外层采用尼龙层也是由于其具有良好的冲深性能,在早期的铝塑膜中外层采用PET,但是由于PET自身张力大,导致产生弯曲,成型性差而被弃用。
铝塑膜的制造方法主要有热法和干法两种。
热法工艺是铝层和CPP层之间用MPP粘结,在一定温度下热压合成。高温下MPP中范德华力被破坏,老化,抗短路性能会急剧下降。同时,由于其分子间结构被破坏,导致韧性降低,成型过程中容易破裂。
干法工艺为在PP和铝层中间加粘结剂直接复合,采用绝缘粘结剂,无需高温处理故防短路性能要好于热法工艺。且粘结剂本身延展性好于PP层,不需要高温处理不影响成型。
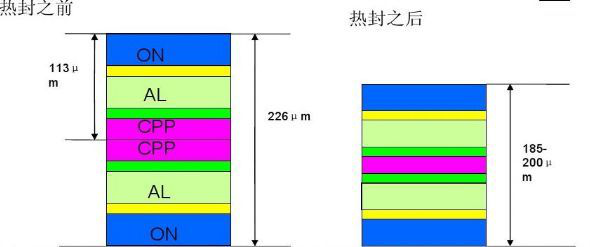
图2.某款铝塑膜热封示意图
热封影响因素探讨
首先需要明白铝塑膜热封的目的是将电芯与外界环境完全地隔绝开来,即一切有可能影响外界水分、空气渗入、电解液外漏的封装不良都是不应该出现的。软包电芯封装主要分为顶侧封以及终封工序。
顶封工序主要是铝塑膜、极耳胶以及铜镍极耳直接的封装,具有较大的破损可能性。侧封是铝塑膜CPP层之间的封装,没有太多的问题,主要要防止褶皱和气泡的出现。终封是抽真空封装,由于锂电池预充化成会产生气体,电解液也会容易粘到铝塑膜PP层上,导致封装不良。
在生产过程中,技术员常用人机料法环测六个方面来探析失效的模式。首先,我们要排除掉次要的影响因素,次要的影响因素有人员、环境和测试方法。人员的操作水平和工作经验对封装效果有一定影响,这里我们设定人员的操作水平是一定的且没有问题的。测试方法是一定的,对于封装效果的查验是显而易见的,不需要进行异常分析。
封装开展之前需要对车间环境进行清理和确认,包括桌面异物、杂质以及环境温湿度等等,一切正常后方可进行作业,在这里也不进行单独讨论。下面将分析影响热封效果的主要因素,即物料、设备和工艺。
1.物料
来料检验是防止异常流入的重要方法,也是降低不合格品率,降低生产成本的重要手段呢。封装工序中来料方面主要是两个方面:一是铝塑膜本身,二是裸电芯来料。铝塑膜本身问题异常主要包括铝塑膜本身自带的和冲坑引进的异常。铝塑膜本身要观察其颜色是否正常,外观表面是否有气泡、污迹、划伤等。铝塑膜本身的其它性能会由供应商提供相应测试数据,例如铝箔和PP层剥离强度、加工性能、抗渗透性能等等。
锂电池企业也会对来料进行相应检验以确认投入使用。铝塑膜冲坑是为了封装的良好、美观,冲坑引入的不良主要有CPP破损、凹坑异常等,这些异常会导致锂电池注液铝塑膜腐蚀、边角应力大等。
冲坑质量的好坏关键是冲坑磨具的设计,冲坑磨具主要有凹模、凸模、压板以及其它辅助装置,需要根据电池的形状尺寸进行模具的长度、宽度以及深度的设计。再根据冲坑深度设计凹凸模的间隙,根据铝塑膜加工特性设计凹凸模的表面粗糙度。裸电芯来料方面主要存在的问题是极耳表面有污染,可能会造成封装不良。
2.设备
设备模具的设计、结构设计对封装效果无疑是重要的。在顶封工序,由于有正负极耳的存在,铝塑膜和极耳胶间存在凹凸不平的接触面,既要保证招塑膜PP层与极耳外表面的PP层粘接、密封良好,又要保证非极耳区铝塑膜PP层面对面的粘接、密封良好。
设备封装模具设计和封头的选择就比较关键,采用硬封时可以采用在硬封头上增加硅胶,以硅胶的变形来补偿顶封处的不足,也可以对硬封模具进行模具设计,挖一个凹槽来与极耳匹配进行封装。采用软封时则不需要考虑那么多,不过得注意软封的封装工艺,验证封装的密封性,以及耐高温胶的老化问题。
封装厚度过大或过小都不利于铝塑膜的封装,厚度过大本质上是铝塑膜没有封装好,在设备方面可能由于压力小或传感器异常,压缩空气气压不稳定。封装厚度过小则意味着过封了,可能会导致PP层过融,露出铝层。在设备上可以加装相应的限位装置以达到最佳的封装效果。此外温度传感器异常时也会导致达不到设定的工艺温度而引起过封或欠封,导致封装不良。
3.工艺
封装工艺是最关键的影响环节,封装工艺中的关键因素有温度、压力以及时间。封装的最佳状态是PP膜达到熔点后,粘结到一起,封装外观良好无气泡无褶皱,封装强度高,密封性好,通过绝缘测试。
封装强度用拉伸试验机来测试,其示意图如图3所示。此外在试样拉伸方式上可以选择横向拉伸和纵向拉伸,拉伸试验机有卧式拉伸试验机和立式拉伸试验机,一般来说立式的试验机一般来说是电子万能试验机,传感器在移动端,所以立式的可以做剥离,拉伸,压缩,锋利度这些试验。就稳定性来说剥离力专用卧式试验机要比立式的电子万能试验机要好一点,两者都要选好合适的传感器的量程。外观上通过目测来检验,密封性通过抽真空后测试。绝缘测试是对极耳和铝塑膜施加瞬间高压,以测试是否封装良好,提前检出不良品,防止不良品流出。
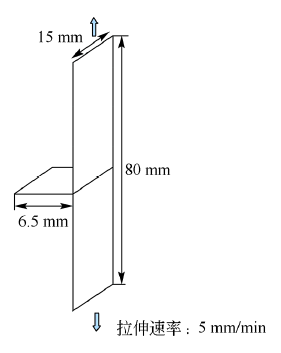
图3.封装强度拉伸示意图
在选用一款铝塑膜后,需要进行温度、压力和时间三因素DOE以确认最佳的封装工艺。铝塑膜的PP融化温度一般在180℃~190℃,可以在一定范围内选取几个温度点进行相同压力下和热封时间的热封实验,通过热封强度和效果来确定最佳封装温度。相应的,也可以确定热封压力和时间对强度和封装效果的影响。
通过相关分析后,可以确认哪个因素为主要影响因素。一般来说,封装强度随封装温度升高而升高,当温度达到一定高度时可能会导致过封,PP熔胶溢出热封区域,冷却后形成裂纹从而降低热封强度。热封最佳时间与温度有关,温度较低时热封时间对强度影响不大,这是因为PP层在低温下没有达到熔点,热封层没有熔合在一起。
当温度足够高时,热封时间与热封强度呈正相关。封装压力会影响封装厚度,但是相对于温度和时间来说,是个不太重要的因素。在日常封装设备使用过程中还要注意封头的平整度、平行度,确认封头温度、温度传感器是否正常等,当发现温度异常时要解决相应的问题。
电芯封装是影响电芯最终性能的关键工序,铝塑膜的封装影响因素主要有设备及模具的选择、封装工艺的确定,封装工艺中的封装温度和封装时间又占据了主要位置。次要的影响因素有来料的质量、操作员的能力以及车间环境等。只有将各个方面协调好,才能做好电芯封装工作,在防止电解液腐蚀的同时,将电芯内部与外部环境隔离开,防止水蒸气的渗入,确保锂电池的循环寿命和使用安全性。
深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
