热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


目前烫印工艺在烟包中应用非常广泛,且越来越复杂。对于运用了复杂烫印工艺的烟包,仅控制好烫印工序质量还不够,还要将烫印质量控制的触角延伸到整个与之相关的工序,只有这样才能全面掌控烟包烫印质量。本文将从印刷过程控制、烫印过程控制、烫金设备选型这三方面探讨烟包烫印质量控制。
印刷过程控制
在印刷过程中,影响烟包烫印质量的主要因素包括纸张、油墨和印刷操作,下面就从这三方面简单谈谈它们对烫印质量的影响。
1纸张控制
(1)纸张背涂工艺
烟包承印材料大多是纸张,使用背涂工艺的纸张伸缩变形量小、稳定性高,因此高档烟包用纸张几乎都运用了背涂工艺。
对于烫印产品而言,纸张在使用背涂工艺时,背涂材料是需要考虑其耐温性的。有些背涂材料在一定温度下就会软化发粘,在烫印过程中因温度和压力的作用纸张就会粘附在烫印底版上发生烫印掉纸问题,所以在这里需要重点强调,在新产品开发时如有烫印工艺,就要提示纸厂在纸张背涂时需要选用具有耐温性的背涂材料,以防烫印工序因掉纸问题而无法正常运转,最终导致烟包烫印工艺实施受阻或打样失败。
(2)转移纸膜层附着力
因为转移纸具有环保和成型效果好的特性,所以高档烟包转移纸的运用越来越广泛。转移纸膜层非常薄,其纯铝箔厚度一般在0.015~0.030μm之间,在烫印工艺运用过程中易发生烫印反拉问题,即纸张转移膜层被烫印箔反拉掉露出基纸层(如图1所示)。

图1 纸张转移膜层被烫印箔反拉掉露出基纸层
这类烫印问题的解决办法主要从以下两方面考虑:
①提高转移膜层对基纸层的附着力,以及胶粘层耐温性;
②降低电化铝松紧度,提高电化铝转移性能。
根据烫印箔与纸张材料的具体情况,可以采取对其中一种或两种材料同时改进的方法加以解决。
2油墨控制
油墨对于烫印质量可以说有着直接和致命的影响,因为油墨干燥后其表面性能已基本定型,如果烫印材料与油墨不匹配,则会发生烫印质量问题,一般表现为以下两种情况。
(1)烫印不实
烫印箔无法完好转移并附着于印品表面,常常会出现缺边、断笔、花麻等烫印质量问题,烫印不实与油墨相关的因素主要有以下两方面。
第一,油墨中撤粘剂、亮光浆之类的添加剂过多,影响电化铝附着性能。
对于此类问题的主要改善办法有:①降低油墨中不利于烫印的助剂含量;②选用烫印适性好的助剂,最终达到解决问题的目的。
第二,烫印材料与光油不匹配。烟包产品一般都会运用上光工艺,产品研发时应重点关注UV光油表面烫印适性测试,因为UV光油烫印适性一般较差,一旦印刷之后出现问题处理起来非常困难。
(2)烫印反拉
烟包烫印反拉与油墨相关的情况主要有以下两种情况。
第一,电化铝将油墨从纸张表面拉掉。对于此类烫印反拉问题,其烫印效果表征为烫印后未烫上部分会露出纸张底色。
新产品研发时,我们应当研究纸张表面张力与油墨附着力的关系,提高纸张表面张力,加强油墨对纸张的附着力,同时还要注意考虑油墨耐温性,在一定温度下墨层对纸张的附着性能不发生改变。
如果是半成品,我们可以选用松一点的电化铝,降低电化铝转移层与基膜层之间所需要的剥离力,最终达到解决问题的目的。当然选用松一点的电化铝也有尺度,电化铝过松会造成烫印野金问题。
因此,在研发时与烫印适性相关的基础工作必须做扎实,否则很可能会导致产品研发失败。
第二,电化铝将表层油墨与内层油墨分离。此类烫印反拉问题形成原因与第一种不同。因此它们的解决办法也完全不同,此类烫印反拉问题大多出现在多层叠色的底色上烫印,因墨层过厚导致干燥不良而发生烫印反拉问题(如图2所示)。

图2 因墨层过厚导致干燥不良而发生烫印反拉问题
对于此类问题我们可以采取以下两种办法应对。
①被动型。待油墨自然干燥后再进行烫印,或通过二次干燥工艺实现油墨彻底干燥,最后解决因油墨干燥不良导致的烫印反拉问题。
②主动型。在胶印工艺设计时,提前考虑油墨墨层厚度对烫印质量的影响,运用油墨深调浅印技术,或开启色组间干燥装置,或选用干燥性能好的油墨等办法,提前处理好油墨干燥不良问题。
3印刷操作控制
在胶印过程中,操作人员需重点关注水墨平衡问题,印刷过程切记不可水大墨大导致油墨过度乳化,从而造成印刷墨层不平实,油墨的异常状态会导致烫印质量问题发生。
在普通油墨胶印时,操作人员应当时刻关注产品喷粉量的大小,以最少的喷粉量进行印刷生产,最大限度地防止喷粉对烫印质量造成影响。同时还需注意车间环境温湿度,防止纸张表面因湿度大或温差大结露而影响后续烫印加工。
烫印过程控制
在烟包烫印生产过程中,影响烫印质量的主要因素有烫印参数和烫印材料,需对这两方面进行控制。烫印参数控制是指对烫印温度、烫印压力和烫印速度的控制,前两者相对简单,后者相对复杂。烫印材料控制是指对电化铝和烫印版的控制。
1烫印参数控制
在烫印过程中,烫印压力的调节虽然复杂,却是最重要的烫印参数。目前烟包常用烫印方式有平压平、圆压平和圆压圆型三类,看似三类,其实按烫印原理来分只有两类,即面接触烫印和线接触烫印。
(1)面接触烫印控制
面接触烫印方式是指在合压瞬间各个烫印版的表面同时处于受压状态,此时烫印压力会分布到每个烫印版上,在正常烫印状态下每个烫印版所受压力基本一致。如果某个烫印版面局部压力与其他烫印版面压力不同,则会发生烫印不良问题。
为了解决烫印压力不平衡问题,我们可以在烫印版面压力不够的区域垫上合适厚度的垫版纸增压,在压力较大的区域撤去适当垫版纸减压,最终达到烫印版面压力平衡实现正常烫印。
这种面接触烫印方式的烫印压力平衡比较容易实现,解决面接触烫印问题的过程其实就是一个找烫印压力平衡的过程。只要操作人员细心、细致,明白其工作原理就能迅速解决此类烫印问题。
在此,还要探讨一种特殊的面接触烫印工艺,即烫压工艺。所谓烫压工艺,就是将烫印和压凹凸工艺合二为一的一种烫印技术(如图3所示)。

图3 烫压版及烫压效果
该烫印工艺在烟包中运用广泛,特别是在高档烟包中运用更为频繁。目前烟包烫压工艺的主要质量问题有两种:
①烫印图案边缘出现部分烫印不上问题;
②烫印质量稳定性差,质量控制难度大。其原因主要是烫压版的表面与平烫版的表面不同,是弧形凹面(如图3所示),其受力情况比平烫版复杂得多。
在烫印过程中,正确处理烫印压力,便是解决此类烫印问题的关键所在。
在烫印过程中,如果发现文字边缘部分烫印不上,而且是有规律地出现在文字笔画某侧,那么这种情况基本可以判定为树脂版发生了偏位,从而导致烫印版面局部压力不均,进而出现烫印故障(如图4所示)。

图4 烫压偏位故障
由于烫印材料对烫印压力的要求比较苛刻,所以烫压工艺中最棘手的问题就是解决烫印压力均匀性问题,因此烫压工艺对于烫压版的制作要求也相当严格。
如果铜版与树脂版表面弧度吻合度超过一定限度,那么通过简单的垫版操作是无法解决此类烫印问题的。这就是为什么有些烫压版无需做过多调整就能烫上,而有些烫压版无论怎样调整都会出现烫印问题。要想解决此类问题,就必须更换烫压版或树脂底版。
(2)线接触烫印控制
众所周知,圆压圆烫印方式在烫印速度方面具有绝对优势,为适应烟包大规模和高速生产需要,烟包印刷企业大量引进圆压圆烫金机以适应市场需求。当处理不规则图形烫印压力不均问题时,对于面接触烫印方式来说可以通过简单的垫版操作就能解决,但对于线接触烫印方式并非如此容易。
如图5所示,在烫印三角形图案时,从三角形顶部开始合压,此时烫印面受压情况很明显,同等条件下烫印开始时烫印压强最大,随着烫印面积增大,烫印版面压强逐渐减少,其实任何一种烫印材料对压强的承受范围都是有限的,如果烫印版面首尾压强超过烫印材料承受范围,就会出现烫印质量问题。
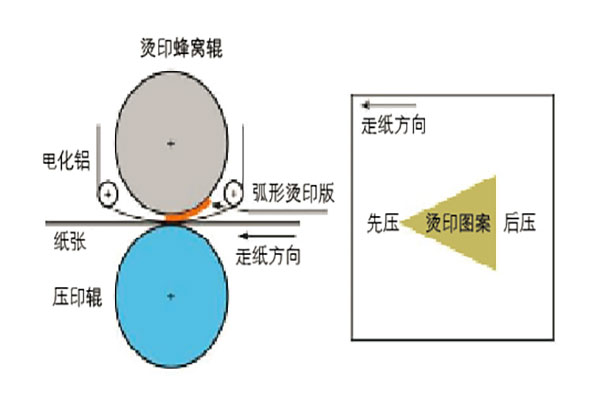
图5 线接触烫印示意图
为更深入地分析问题,在此引入烫印压强分析法,让大家明白导致烫印质量问题的根本所在(如图6所示)。
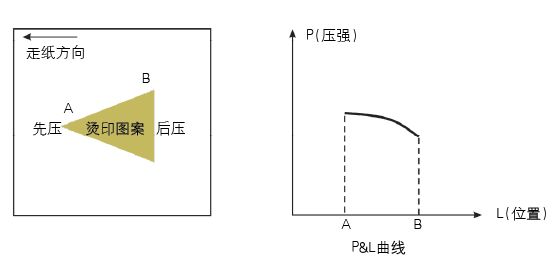
图6 压强与位置曲线
在分析三角形A、B两个烫印部位压强情况之前,我们先定义:烫材压强允许范围ΔP、烫材实际压强范围ΔP′、设备设定压力F、辊筒限位分压量F′。
首先我们要清楚在实际烫印过程中,圆压圆烫印方式并非是绝对的线接触,我们可以运用微积分建模计算出具体压强大小。为引导烫印垫压思路,在此仅对烫印压强做定性分析。
定义A、B两点接触即时面积分别为:SA和SB,且SA远远大于SB,那么在烫印过程中,实际A、B两点的烫印压强为:PA=(F-FA′)/ SA,PB=(F-FB′)/ SB。
根据上式可推导出烫印材料实际压强范围:ΔP′=PA-PB=(F-FA′)/ SA-(F-FB′)/ SB。
如果A、B两点不存在辊筒限位分压,ΔP′将远远大于ΔP,那么在此情况下烫印是无法实现的。在实际烫印过程中,设备分压装置保障了圆压圆烫印方式的可行性,当然辊筒限位分压装置作用力的大小是由烫印版辊与压印辊之间的间距以及垫版纸厚度共同决定的。
通过定性分析后,我们再去思考如何进行烫印垫压操作就会容易很多。当采用线接触方式烫印此三角形图案时,我们可以制作出类似形状的垫版纸,然后通过砂布打磨垫版纸,让B到A段垫板纸厚度逐步减少(如图7所示),再利用设备辊筒限位装置分去一部分压力,保证烫印首尾压强范围保持在烫印材料的承压范围内,最终实现不规则图案的烫印加工。
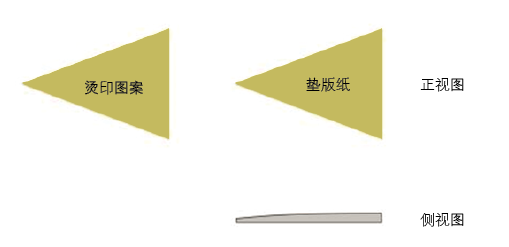
图7 不规则图案的烫印加工
2烫印材料控制
(1)电化铝
电化铝选型将直接影响烟包烫印质量。电化铝的选择,一般要根据承烫材料性能、烫印图案情况、烫印工艺特点等方面综合考虑。
①承烫材料性能。根据纸张及印刷油墨表面张力情况确定电化铝类型。在电化铝选型时,我们要检测其对承烫材料的附着能力,当电化铝烫印在纸张、油墨或多种材料都存在的产品表面时,我们就必须在所有类型承烫材料表面进行烫印试验。
②烫印图案情况。根据烫印图案面积和形状确定电化铝类型。当烫印图案面积较大且图案中间无复杂镂空图案时,可选用剥离力较小的电化铝,也就是大家常说松一点的电化铝,这类电化铝的优点在于转移性能强,缺点是容易出现掉粉和野金等烫印质量问题。
当烫印图案面积较小且图案以线条和精细镂空为主时,则要选用紧一点的电化铝,这类电化铝能确保线条图案镂空部分边缘清晰,但对烫印操作要求较高,烫印时易出现烫印断笔和烫印不实等质量问题。
③烫印工艺特点。烟包烫印工艺主要有普通平烫、烫压和先烫后印工艺。对于普通平烫和烫压工艺而言,烫印满足烫印转移良好不掉金就行;但对于先烫后印工艺,除了满足烫印基本要求外,其对电化铝附着牢度提出了更高要求,还要关注电化铝野金问题,这些基本条件是实现先烫后印工艺的基础。
(2)烫印版
高质量的烫印版是保证烫印质量的前提条件。目前制作烫印版主要采用照相腐蚀工艺和电子雕刻技术,烫印版材常用铜版、锌版和钢版。在烫印版材的选择上,需要根据烫印图案的特点和产品规模来决定。
传统的照相腐蚀工艺一般用于制作烫印锌版,这类烫印版工艺简单、成本较低,主要用于文字、粗线条、一般图像。
电子雕刻工艺一般用于制作铜版和钢版。铜版材质细腻,表面光洁度、传热效果都优于锌版,采用优质铜版可提高烫印图文光泽度和轮廓清晰度,钢版优势在于成本低、使用寿命长。
对于大规模烫印产品而言,烟包印刷企业都会采用铜版和钢版进行烫印,因为这些版材不仅可以大大降低制版费用,还可以提高生产效率和产品合格率。
烫金设备选型
1烫金设备特点
目前主流烫金设备包括圆压圆、圆压平、平压平三种。圆压圆、圆压平烫印是线接触烫印方式,优点在于烫印效果好,适合大面积实地烫印,此外圆压圆烫印方式还具有烫印速度快的特点,但圆压圆弧形烫印版制作成本相对较高。而平压平烫印方式操作灵活方便,比较适合短线产品的烫印生产。
2烫金设备选型
虽然国产设备在性价比上有明显的优势,但进口设备在套印精度、稳定性和功能上还是优于国产设备,也比国产设备耐用,适合大批量高档包装产品的生产加工。
烫金设备决定了产品的烫印工艺和质量。如果企业追求烫印加工的灵活性和多样性,则可选择平压平和圆压平烫金机;如果企业追求规模化、稳定性和高效性,则可选择圆压圆烫金机。
一般大型企业往往是3种设备搭配选择,具体哪种设备占比大,则需根据加工品牌以及产品生产工艺来决定,烫金设备选型对于企业产品结构和研发方向具有重要意义。
印刷过程控制、烫印过程控制和烫金设备选型是烟包烫印质量控制的3个重要方面,当然烟包烫印质量控制涉及因素不仅限于这3个方面,各企业根据产品具体情况会有更多、更灵活、更有效的质量控制方案。在烫印工艺设计时,我们只要注入了全面和前瞻性的烫印质量控制思维,注重细节,那么产品烫印质量必将踏上一个全新的台阶。
深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
