热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


摘要:为了解决晶硅太阳能电池正面电极印刷过程中存在的工艺缺陷,以Baccini 丝网印刷设备为例,结合具体生产实践,发现对丝网间距、刮条下降深度、印刷速度、印刷压力4 个主要印刷工艺参数进行合理设置和优化,能较好地改善正面电极印刷效果,并有利于电池片光电转换效率的提高,为提升企业产品质量和生产效率提供参考。
丝网印刷技术是晶体硅太阳能电池表面金属化中最为成熟的工艺技术,但是在目前追求高效率、低成本的趋势下,晶体硅太阳能电池正电极栅线正朝着精细化、复杂化、大高宽比方向发展,丝网印刷技术已逐渐显示出它的局限性。随着技术的发展,多种新技术已初步取得了很好的效果[1—4],如二次印刷技术、激光刻槽埋栅(LGBC)技术、激光穿孔技术(EWT&MWT)以及喷墨打印技术等。但由于工艺稳定性有待提高,不适应规模化、产业化生产要求,因此,传统印刷技术依然处于主导地位[5—6]。本文针对晶硅太阳能电池正面电极印刷过程中存在的质量问题,通过试验研究和经验总结,提出切实有效的工艺参数设置及优化方案。
1工艺参数及存在问题
晶硅太阳能电池正面电极印刷工艺控制点为印刷湿重和栅线宽度,而影响印刷湿重、栅线宽度的主要工艺参数有4个,分别是丝网间距(Snap-offPosition)、刮条下降深度(Down-Stop)、印刷速度(PrintingSpeed)、印刷压力(PrintingPressure)。在一定区间内,4个参数中如果有3个参数不变,如丝网间距抬高,印刷湿重增大,栅线印刷宽度变窄;刮条下降深度越小,印刷湿重越大,栅线印刷宽度变窄;印刷速度越快,印刷湿重越大,但速度超过一定越大,但过小则会造成断栅、虚印等不良印刷,过大则极易造成电池片隐裂以及网版破损。若丝网间距过大或刮条下降深度过小,则断栅增多,甚至造成虚印;若丝网间距过小或刮条下降深度过大,则栅线的高宽比下降,甚至造成栅线两侧毛刺增多、遮光面积增大,同时电极电阻增大。上述原因都将导致载流子收集受限[7—8],对电池片的光电转换效率造成一定影响。
2工艺方案设计
在实际的生产过程中,如何综合考虑上述4个参数的合理设置,并针对具体情况及时作出调整,从而确保良好的印刷质量,是目前传统丝网印刷工艺需要解决的关键问题[9—11]。
具体工艺参数设置与调整方案包括以下步骤:
(1)首先安装、校验网版,将印刷模式选择为先印刷后刮浆料。
(2)设置丝网间距值的调节范围为-1200~-1600μm。该参数关系到垂直方向上电机的运动,规定以印刷台面为零点,向下为正,所以该参数值为负。在保证印刷质量的前提下,网版与印刷台面间距越小越好。
(3)设置刮条下降深度值的调节范围为-1000~-1400μm。规定以网版平面为零点,向下为负,所以该参数值为负。在保证印刷质量的前提下,刮条下降深度越小越好。在实际操作中,该参数值虽然不直接与丝网间距值相关联,但若要调整丝网间距值,则需要同步修改此参数值。
(4)设置印刷速度值的调节范围为150~250mm/s。在保证印刷质量的前提下,印刷速度越快越好,有利于提高生产效率。
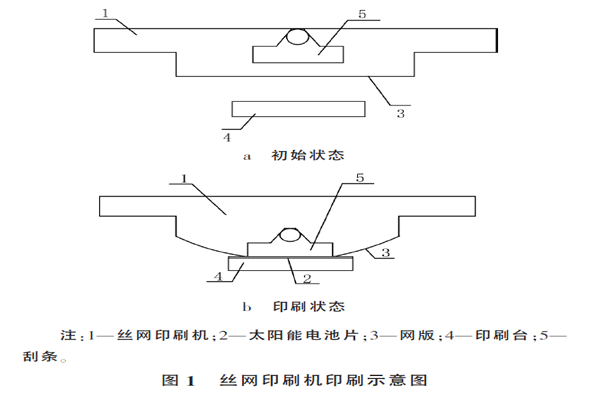
(5)设置印刷压力值的调节范围为60~80N。在保证印刷质量的前提下,压力越小越好。对于新网版,刚开始印刷时压力值设置较小为宜,以防止压力过大造成网版破损。随着网版印刷次数的增加,在刮刀的反复刮压下网版张力逐渐下降,此时应及时称量印刷湿重并测量印刷线宽,并根据具体情况逐渐增大印刷压力。丝网印刷机结构示意图及其印刷示意图见图1。
3试验性能指标分析
为了验证以上工艺参数调整方案的合理性和实效性,以生产单晶硅电池片所测得的试验数据为例,进行性能分析。其中,硅片选用P型直拉单晶硅,尺寸为156mm×156mm,电阻率为0.5~3.0Ω·cm,厚度为(200±20)μm,扩散后方块电阻为(65±3)Ω,少数载流子寿命大于6μs,氮化硅膜厚80~85nm,折射率为2.00~2.05。经过清洗制绒、扩散制结、等离子刻蚀、去磷硅玻璃(去PSG)、镀减反射膜(PECVD)等常规生产工艺流程后进行电极印刷。背面电极印刷选用儒兴RX-61041银浆,铝背场(BSF)印刷选用儒兴RX-8252X铝浆,正面电极印刷选用三星PASF8521银浆。
3.1印刷外观分析
整个试验过程不更换网版和浆料。其中,网版规格为400目90线,副栅设计宽度为43μm,线径18μm,膜厚(14±2)μm,张力(26±2)N。实际工艺控制点数据见表1。
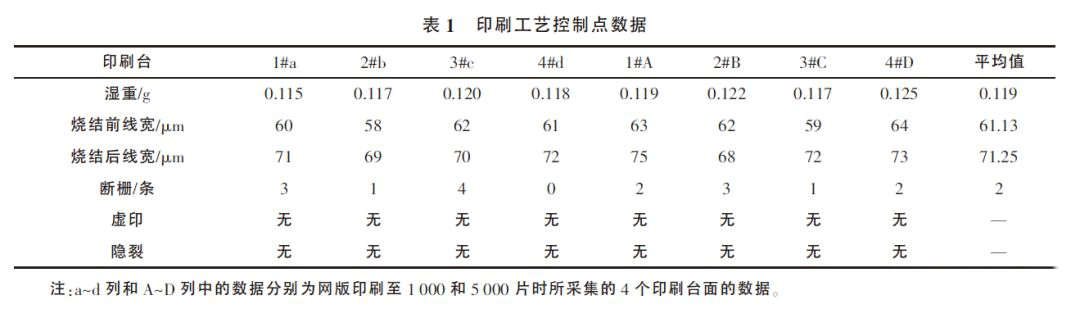
采用上述参数设置及调整方法,在不考虑测量误差的情况下,使得每个印刷台面的印刷湿重重复测量波动范围控制在0.01g以内,且平均值为0.119g,完全符合工艺控制点的要求。对于副栅宽度,烧结前平均线宽约为61μm,重复测量波动范围在±3μm以内;烧结后平均线宽约为71μm,重复测量波动范围在±3.5μm以内,利用工具显微镜观察,副栅线形貌见图2。
烧结的本质是导电体银浆穿透氮化硅膜,与硅基体形成欧姆接触的金属化过程[12]。但在高温下,银离子向低浓度区域扩散迁移,同时伴随着银浆中的玻璃粉的熔化、有机成分的挥发,冷却后银浆致密化[13—15],使得烧结后的栅线宽度增加,高度较低,表现为塌缩现象。因此,实际测得烧结后的副栅线宽要比烧结前的宽10μm左右。在不具备测量栅线印刷高度的条件下,可根据网版设计膜厚来估量栅线印刷高度(烧结后实际高度小于膜厚),进而测量烧结后的印刷宽度来衡量栅线的高宽比。采用上述参数设置所达到烧结后副栅平均宽度71μm。这是一个较为理想的值,能够保证一定的高宽比,且栅线两侧无毛刺,在减小遮光面积的同时,降低栅线电阻,最终有利于提升电池片转换效率。从电池片印刷外观来看,断栅较少,平均每片只有2条,且基本无虚印、隐裂等不良印刷情况。此外,在不考虑非正常因素的情况下,网版的使用寿命可达到13000片/块。
3.2EL检测图像分析
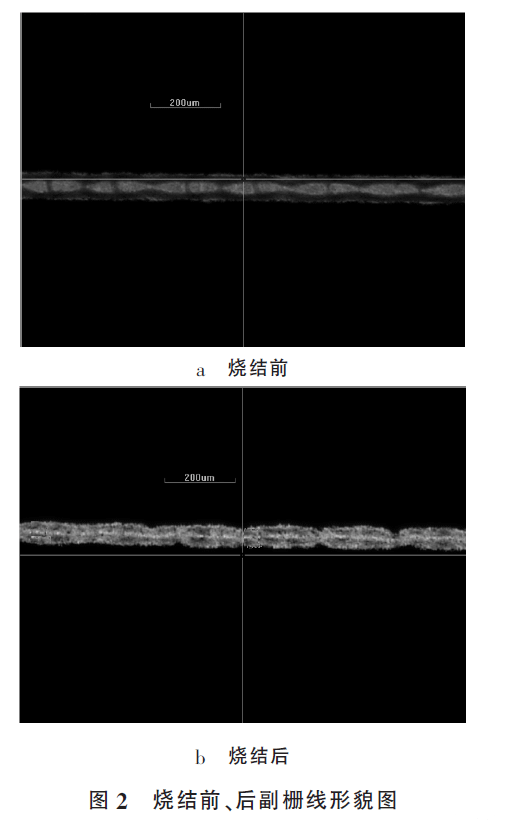
为了进一步检测电池片印刷缺陷及前序工艺问题,如断栅、虚印、隐裂、过刻、漏电等,并对电池材料内部缺陷进行质量监控,如黑心、黑边等,烧结后对电池片进行EL检测,这里采用上海荣豪SA-50型EL检测仪。具体检测图像见图3。
由图3可知,电池片电致发光图像均匀、明亮,说明材料本身无缺陷,符合太阳能及硅材料质量标准。同时,也说明前序工艺过程未造成工艺污染。此外,平均单片断栅条数小于3,断栅造成的暗区长度不超过3cm,完全在工艺可控范围之内,且基本无虚印、隐裂、粗线和波浪线等不良印刷现象。
3.3电性能分析
在前序工艺保持一致性的同时,采用上述丝网印刷工艺方案实施正面电极印刷,并随机选取5单(每单200片)作为试验测试目标,单号分别记作s-1、s-2、s-3、s-4、s-5。经正面电极印刷、烧结后采用德国Berger公司AAA级太阳能模拟器在辐照度为1000W/m2的标准条件下对成品电池片进行电性能测试,每单电池片各项电性能参数测试平均值见表2。
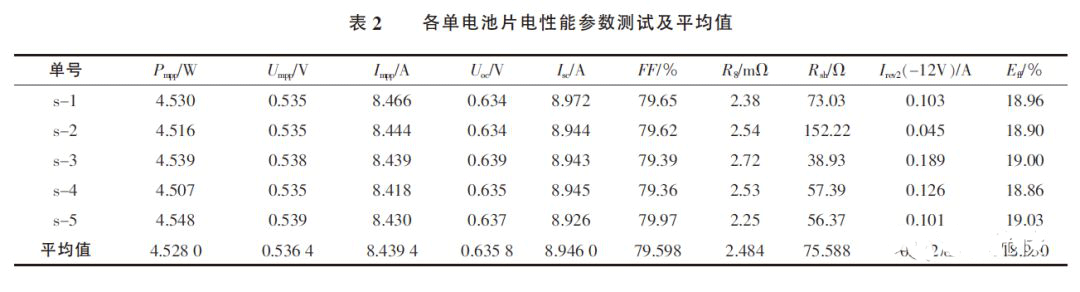
由表2可知,采用上述正面电极印刷工艺方案,在保证生产线连续、稳定运行的前提下,生产出的成品晶硅太阳能电池片各项电性能参数较为理想。其中,最大功率Pmpp平均可达到4.5W以上,开路电压Uoc及短路电流Isc较为稳定,填充因子FF平均值高达79.6%,串联电阻Rs较低且基本保持在3mΩ以内,并联电阻Rsh较大但有一定的波动,反向电流Irev2(-12V)平均低于0.113A,在可控范围内。最终的光电转换效率稳定地保持在18.9%左右,达到了试验预期目标。
4结论
通过对太阳能电池正面电极印刷工艺进行试验研究,得出合理有效的工艺参数设置方案,能够精确、有效地调节和控制正面电极印刷湿重、栅线印刷宽度,确保良好的高宽比,在改善成品电池电性能参数的同时有利于提升其光电转换效率。此外,能够很好地控制断栅、虚印等不良印刷,降低隐裂片、增加网版使用寿命,有利于节约生产成本,提高印刷质量,并为晶硅电池印刷生产线长期、稳定的运行提供技术保障。
深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
