热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


在当今的汽车产业中,焊接是一个关键的环节,采用恰当的焊接方式可以进一步提高车身抗碰撞能力,降低车身重量、造车本钱和油耗以及简化总装工序等优势。目前,汽车采用的焊接一般是点焊,最高级的是“激光焊接”,虽然成本较高,但是物超所值。
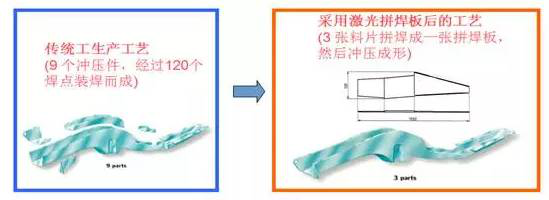
激光焊接是用激光这把“六脉神剑”融化金属,代替传统的焊接工艺。在他出现前,焊缝质量不高,汽车制造时只能使用一整块钢板冲压一个零件,所以以前的汽车又笨重又耗油。

激光拼焊板——方便又快捷
既然谈到了激光拼焊,不得不说到激光拼焊板。在我们的座驾中,门内板、B柱、纵梁、前围板等很多零件都是使用激光拼焊板冲压而成,既提高了车身强度又能减重省油。
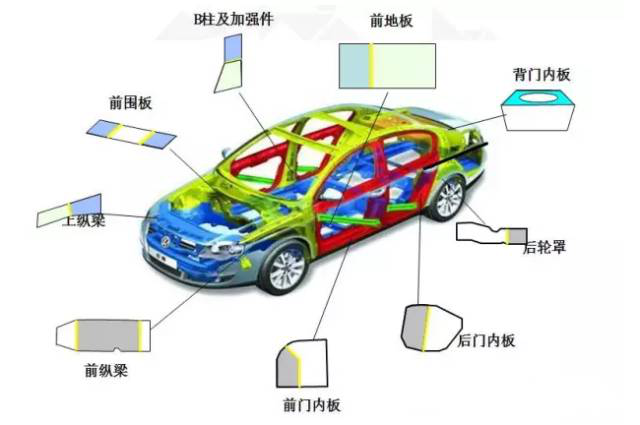
激光拼焊板的应用
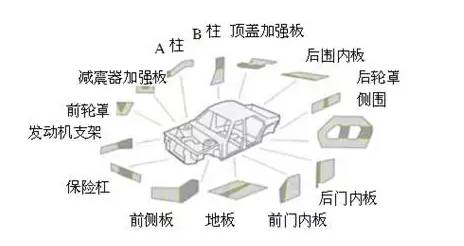
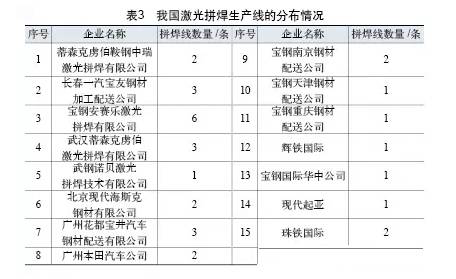
随着技术的进步,拼焊钢板已在汽车工业得到广泛应用,拼焊钢板已应用在车身纵梁、骨架、地板、门内板、侧围和保险杠等多个部位。
下面我们来看看,在使用激光拼焊过程中,会遇到哪一些问题?
激光拼焊典型质量问题分析
1.焊接气孔问题


原因:(1)、焊接参数不合适(解决方法:调整焊接功率、速度、焦点、保护气体等参数到合适值)(2)、外光路镜片污染(解决方法:检查并清洗外光路镜片)(3)、激光器内部镜片污染(解决方法:检查并清洗内部光路镜片)
3. 焊缝表面有颗粒或者焊缝成型不均匀

原因:(1)、焊接保护气体不纯(解决方法:更换纯度较高气体)(2)、焊接保护气体位置不对(解决方法:调节铜管吹气角度和高度位置)(3)、焊接保护气体流量大小不合适(解决方法:调节保护气体流量)(4)、板材表面有油污、水汽或杂质等(解决方法:清洁板材焊缝表面)
4. 焊缝错边问题

原因:(1)、板材精剪后平整度不一致(解决方法:检查板材平整度)(2)、焊接平台不平整(解决方法:检查并清理平台是否有焊渣)
5. 焊缝偏向一侧板材

原因:(1)、拼缝时挤压坐标值过大(解决方法:调整合适拼缝挤压坐标值)(2)、焊接时激光偏向一侧(解决方法:调整焊接时激光到焊缝合适值)
6. 焊缝局部变窄问题原因:(1)、拼缝时间隙值过大(解决方法:调整合适拼缝挤压坐标值或者更换合格板材)(2)、焊接时激光偏向薄板一侧(解决方法:调整焊接时激光到焊缝合适值)
7.焊缝未焊透原因:焊接时工艺参数不合适(功率过低、速度过快、离焦量过大等)
8.焊缝烧穿原因:(1)、焊接时工艺参数不合适(功率过高、速度过慢、离焦量过小等)(2)、焊接时激光偏向薄板一侧(解决方法:调整焊接时激光到焊缝合适值)
激光拼焊——未来
谈到激光拼焊,离不开汽车轻量化。汽车轻量化是近年来各国政府、学术界和汽车工业界应对能源短缺和环境污染的最有效措施之一,而激光拼焊是实现汽车轻量化的重要手段之一:通过不同强度、厚度的组合来实现不同的性能要求,从而达到轻量化的目的。现如今拼焊钢板已广泛应用在车身纵梁、骨架、地板、门内板、侧围和保险杠等多个部位,整车的拼焊板用量达到了50%以上。

深圳市双翌光电科技有限公司是一家以机器视觉为技术核心,自主技术研究与应用拓展为导向的高科技企业。公司自成立以来不断创新,在智能自动化领域研发出视觉对位系统、机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
