热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A


激光加工技术(图1)就是把光的能量,经过透镜聚焦,形成能量密度极高的激光束,利用激光束与物质相互作用的特性对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔、微加工等的一门技术。激光加工技术作为先进制造技术已广泛应用于汽车、电子、电器、航空、冶金、机械制造等国民经济的重要部门,对提高产品质量、劳动生产率、自动化,减少污染、材料消耗等起到愈来愈重要的作用。在各个领域,以激光切割、激光打标和激光焊接的应用最为广泛。
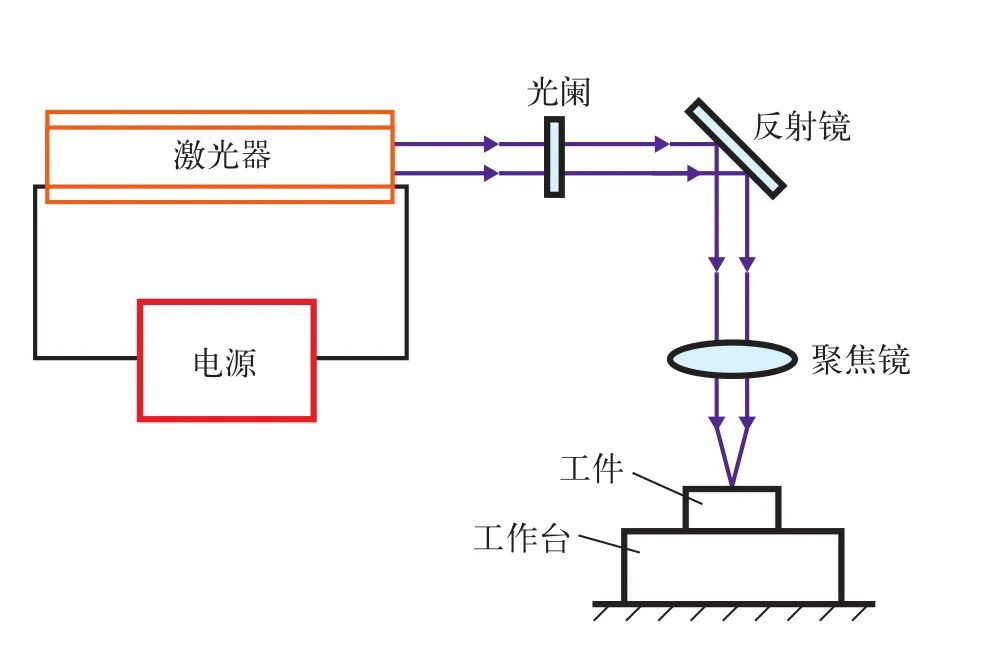
图1 激光加工原理图
激光切割
传统切割工艺有气割、机械加工切割、冲裁剪切、等离子切割等。气割虽然切割速度快,切割厚度大,但是切割尺寸精度明显不佳,切割成本较大且后续加工成本较高;机械加工切割虽然切割精度较高,但切割速度太慢,无法切割复杂曲线,切割时材料损耗严重;冲裁剪切效率较高,成本最低,但是加工质量不高,加工范围有限,特别是在加工厚板和复杂曲线形状板材时效果很差;等离子切割虽然效率较高,切割断面比上述几种加工方式的切割断面质量都好,但是切割精度只能达到毫米级别,也就是说只能进行粗加工和半精加工。
与传统切割工艺相比较,激光切割工艺(图2)的优势较明显:切割速度快,效率高,加工范围大,加工时由于是用光束代替传统的刀具或火焰,切口光滑平整,一般不需要后续加工,切割热影响区小,板材变形小,切割缝小(板材利用率高),切口没有机械应力,无剪切毛刺,加工精度高,重复性好,不损伤板材表面,数控编程,加工范围大,无需开模,经济省时;特别是加工曲线时,优势最为明显。与冲裁剪切加工相比,加工面光滑圆润,没有冲裁加工曲线时明显的接刀痕迹,加工时由于板材静止,也避免了板材表面运动时出现划痕。
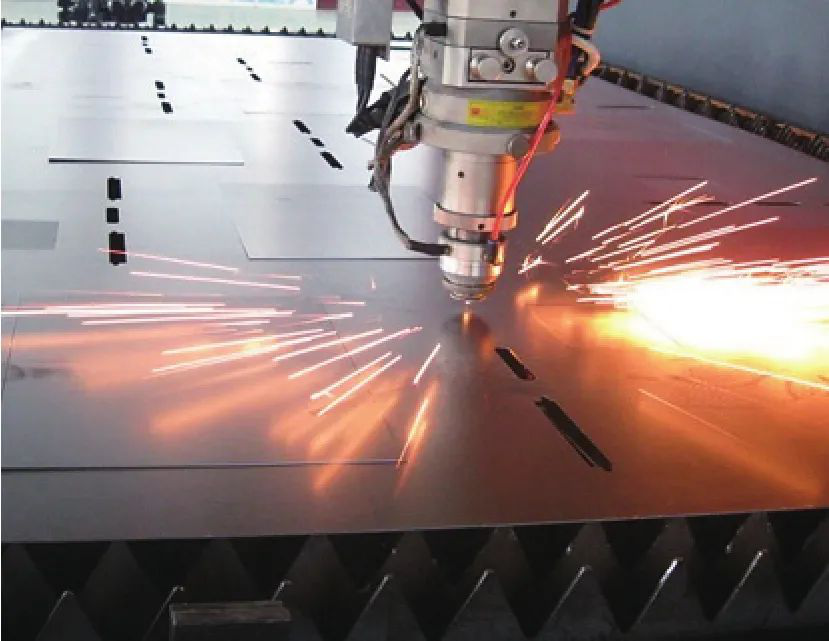
图2 激光切割
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。激光切割可分为激光汽化切割、激光熔化切割、激光氧气切割、激光划片与控制断裂四类。
⑴激光汽化切割。
激光汽化切割是利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。激光汽化切割多用于极薄金属材料和非金属材料的切割。
⑵激光熔化切割。
激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体(Ar、He、N2等),依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
⑶激光氧气切割。
激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
⑷激光划片与控制断裂。
激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。
前三种切割方式是目前激光切割的主要应用方式。从目前市场上激光切割机应用的情况来看,激光在切割黑色金属上应用效果较好,切割速度快,切割厚度可以达到20mm甚至更高。由于有色金属的分子结构对激光束的反射作用,激光切割有色金属效果稍差,而且机床上必须要配置反光镜。据统计,切割铝合金金属的厚度不超过黑色金属的一半。切割铜合金效果更差,特别是切割紫铜。
国外在激光切割技术上研究较早,所研究生产的激光切割机加工精度和稳定性均不错。国内市场上使用的国外品牌切割机有德国的通快、瑞士的百超、意大利的普瑞玛、比利时的LVD、日本的AMADA等品牌,从应用情况来看德国通快的激光切割机质量更加突出一些,但是价格也是最高的。国内激光切割领域近几年也兴起一些民族品牌,像大族,楚天,甚至金方圆,扬力都有进行激光切割机的生产,但是机床主要部件均为原装进口,而且整机加工效果质量稳定性不高。限于目前国内这种状态,国家对进口激光切割机实行免关税政策。
激光切割的核心部件是激光发生器。激光发生器类型有CO2激光器和光纤激光器。CO2激光器是通过高压对经过激光器光腔里的一定比例的CO2,He和N2的混合气体放电,混合气体中的原子受激释放能量,能量以光子或电子的形式输出形成激光。CO2激光器所发射的激光为可见光,长期直视会造成视网膜和皮肤轻微损伤,操作时建议操作人员配带防护眼镜。光纤激光器是指用掺稀土元素的玻璃光纤作为增益介质的激光器,在泵浦光的作用下,光纤内极易形成高功率密度,造成激光工作物质的激光能级“粒子数反转”,当适时加入正反馈回路(构成谐振腔)便可形成激光振荡输出。输出的为不可见光,直视会造成视网膜和皮肤的严重受损,操作时操作者必须佩带特殊防护眼镜。CO2激光器光路结构较复杂,光学镜片损耗也较大。对环境要求较高(尘埃较少),设备要求与震源隔离,保证激光器干燥和恒温。光纤激光器光路简单,对环境要求不高(对灰尘、震荡、冲击、温度、湿度有较高的容忍度)。切割薄板时光纤激光器速度更快,切割厚板时CO2激光器能力更强。CO2激光器不能切割高反射金属板材。光纤激光器可以切割薄铜金属板。
激光焊接
激光焊接(图3)是激光技术的一个重要领域。激光焊接的工作原理是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,主要特点:深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。

图3 激光焊接
激光焊接的主要优点:
⑴激光焊接时,可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最小。
⑵32mm板厚单道焊接的焊接工艺参数经检定合格,可降低厚板焊接所需的时间,甚至可省掉填料金属的使用。
⑶不需使用电极,没有电极污染或受损的顾虑,且因不属于接触式焊接制程,夹具的耗损及变形可降至最低。
⑷激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。
⑸工件可放置在封闭的空间里(经抽真空或内部气体环境在控制下)。
⑹激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件。
⑺可焊材质种类范围大,亦可相互接合各种异质材料。
⑻易于以自动化进行高速焊接,亦可以数位或电脑控制。
⑼焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
⑽不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
⑾可焊接不同物性(如不同电阻)的两种金属。
⑿若以穿孔式焊接,焊道深宽比可达10∶1。
⒀可以切换装置将激光束传送至多个工作站。
由于激光焊接具有以上特性,激光焊接在民用车辆制造领域应用较为普及。高铁制造行业,汽车制造行业中激光焊接是主要的焊接工艺,但是激光焊接也有不少缺点。激光焊接的主要缺点:
⑴焊件位置需非常精确,务必在激光束的聚焦范围内。
⑵焊件需使用夹具时,必须确保焊件的最终位置与激光束将冲击的焊点对准。
⑶最大可焊厚度受到限制,渗透厚度远超过19mm的工件,生产线上不适合使用激光焊接。
⑷高反射性及高导热性材料如铝、铜及其合金等,焊接性会受激光所改变。
⑸采用高能量激光束焊接时,需使用等离子控制器将熔池周围的离子化气体驱除,以确保焊道的再现。
⑹能量转换效率太低,通常低于10%。
⑺焊道快速凝固,可能有气孔及脆化的顾虑。
⑻价格昂贵。
特别是最后一条缺点,设备价格昂贵。与普通焊机数千元一台相比较,激光焊机动辄数十万,甚至数百万一台的价格极大的限制了激光焊接技术的应用普及。
激光刻字
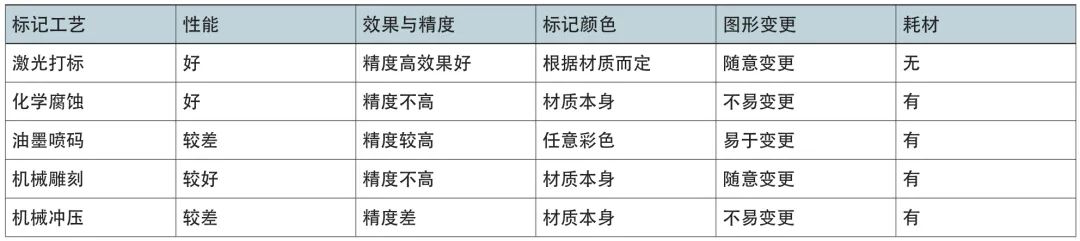
激光刻字的工作原理是以能量密度极高的激光束在计算机的控制下,照射到需要打标的产品表面,使产品表面瞬间熔化或汽化,从而在产品表面标刻出需要的文字或图案标识,如图4所示。激光刻字也叫激光打标,激光打标的特点:永久牢固、图案精美、高速高效、非接触方式、重复精度高、无须制版、没有污染、易于实现与生产线同步飞行打印等特点。标记内容可以是数字、字母、汉字、图形图象、条形码等。激光刻字是目前国际流行的最为先进的打标模式,非常适应现代化生产(高效率、快节奏)。如表1所示是几种标记工艺的对比,从中可以看出来,激光打标技术的优势是非常明显的。

图4 激光刻字件
激光快速成形技术
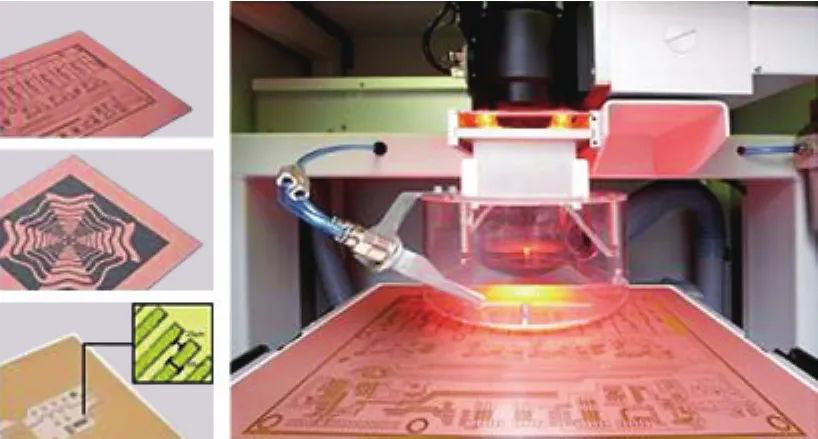
图5 激光成形
激光快速成形技术(图5)是现代制造技术的一个重大变革。是激光技术在工业领域应用的一个拓展。随着全球市场一体化进程的加速,制造业的竞争十分激烈,产品的开发速度日益成为竞争的主要矛盾。同时,制造业需要满足日益变化的用户需求,又要求制造技术有较强的灵活性,能够以小批量甚至单件生产而不增加产品的成本。激光快速成形(RP-Rapid Prototyping)技术是一种用材料逐层堆积出制件的制造方法。或者更通俗的说其实就是电脑设计3D图形,利用激光产生的高温按照3D图形烧结金属粉末,产生金属构件。采用该技术能在几小时或几十小时内直接从CAD三维实体模型制作出原型,与图纸和计算机屏幕提供的信息相比,快速成形提供了一个信息更丰富、更直观的实体。特别是在产品开发阶段,利用快速成形技术全面考虑各种因素,力争使开发能够一次获得成功,从而缩短开发周期,提高产品质量,降低成本,避免开发的投资风险。
激光成形主要有四种主要方法:
⑴立体光固化(SLA)。
立体光固化造形是将计算机控制下的紫外线激光以预定零件各分层截面的轮廓为轨迹对液态树脂逐点、逐层进行扫描,使被扫描的树脂薄层产生光聚合反应而固化成形。
表1 几种标记工艺对比
⑵叠层法(LOM)。
叠层法出现于1985年。首先在基板上铺一层箔材(如纸张),然后用一定功率的红外激光在计算机的控制下按分层信息切出轮廓,同时将非零件部分按一定的网格形状切成碎片以便去除,加工完一层后,再铺上一层箔材,用热辊碾压,使新铺上的一层在粘接剂的作用下粘在已成形体上,再切割该层的形状,如此反复直至加工完毕。最后去除切碎的多余部分,便可得到完整的零件。
⑶激光选区烧结法(SLS)。
激光选区烧结法属于机械工程学科特种加工工艺的范畴,于20世纪80年代后期兴起,源于美国,后经技术改革,延续传播到日本、西欧和中国。激光选区烧结法是一项多学科交叉多技术集成的先进制造技术,也是制造业理论研究成果中具有代表性的成果之一。
⑷融熔沉积法(FDM)。
融熔沉积法是1988年发明的,利用喷头中喷出的熔化材料在X-Y工作台的带动下,按截面形状铺在底板上,一层一层加工,最终制造出零件。商品化的FDM设备使用的材料范围很广,如铸造石蜡、尼龙、热塑性塑料、ABS等。此外为提高效率可以采用多个喷头。
激光快速成形技术与铸造车间现有的精密铸造工艺相结合,使铸造车间自己有能力快速生产各类大尺寸、结构复杂熔模精密铸件所用蜡模,减少大量外协费用,同时对于单件、小批量熔模精密铸件的生产可以不用模具,从而节省大量模具加工费用,大大缩短生产周期,为新产品研制和开发节省了大量宝贵时间,降低了生产成本,而且也使铸造车间精密铸造水平有所提高,为确保后续型号产品中精密铸件生产任务的顺利完成打下良好的基础。可以肯定未来激光快速成形技术将得到更加广泛的应用。
激光热处理
激光热处理(图6)是一种表面热处理技术。即利用激光加热金属材料表面实现表面热处理。它可以对金属实现相变硬化(或称作表面淬火、表面非晶化、表面重熔淬火)、表面合金化等表面改性处理,产生用其大表面淬火达不到的表面成分、组织、性能的改变。经激光处理后,铸铁表面硬度可以达到60HRC以上,中碳及高碳的碳钢,表面硬度可达70HRC以上,从而提高其抗磨性、抗疲劳、耐腐蚀,抗氧化等性能,延长其使用寿命。在钣金行业中,AMADA数控转塔冲床的转塔就采用激光淬硬处理,处理后的转塔耐磨性能特别好。
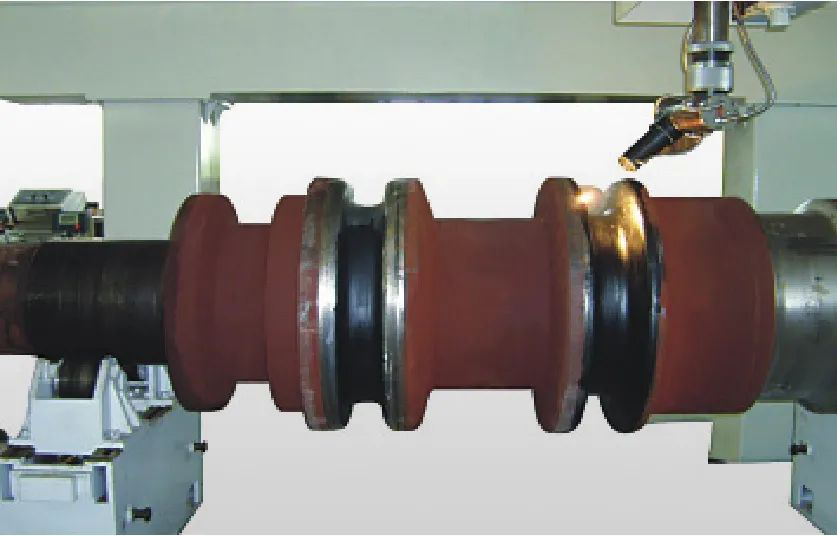
图6 激光热处理
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
