

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
激光切割是利用经聚焦后的高功率、高能量密度的激光束照射到要加工的板材上,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将板材割开。
激光切割技术用于金属板材加工,具有智能化、高效率、高质量、产品生产周期短、柔性化程度高的特性,在轨道交通、汽车、工程机械、电气制造、家用电器等各种机械制造加工行业有着非常广阔的应用。随着切割工艺技术不断创新及应用,穿孔慢、厚板切割难、断面质量差、整板不稳定生产等难题取得了突破性攻克,实现设备长时间稳定运行,帮助加工方提效增值。
激光切割工艺技术专为提升产品性能、满足各行业金属板材加工要求而研究开发,依据板材在厚度、加工幅面及加工复杂程度等方面不同,形成了高功率切割、共边切割、亮面切割、高压空气切割等领先工艺,使得光纤激光切割机如虎添翼。
高功率厚板切割工艺
近几年,激光切割的市场需求不断加大,人们对于其加工能力的期待也越来越高,这种期待不仅仅是对能够切,还必须保证切得好和切得快。针对25mm以上厚度的碳钢板,为了获得良好的切割效果,以厚板穿孔、切割面质量及整板加工等关键技术难点作为主攻方向,随着万瓦级功率切割技术不断成熟且越多的被用于实际金属板材加工中,积累了丰富的应用经验,并逐渐掌握了厚板高品质切割工艺。当前25mm以上厚度碳钢已实现批量稳定生产,25mm碳钢切割速度达1.2m/min。

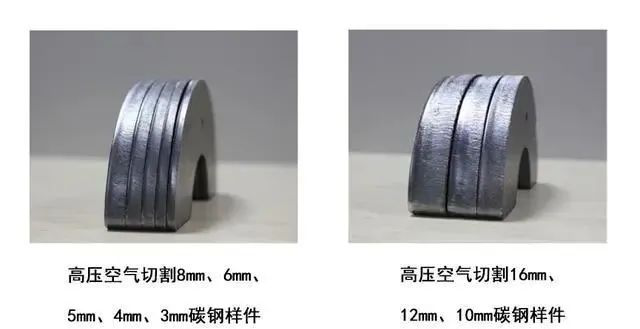
高压空气切割工艺
随着激光加工的普及,客户对于高切割速度、低加工成本的要求不断加深。通过采用高压空气切割工艺,可降低切割气体消耗成本,同时对过滤系统的要求也将更高,以保证较高的空气质量,相对于传统氧气切割,高压空气切割速度可实现成倍式增长,且切割锥度小。
亮面切割工艺
亮面切割是使用氧气切割碳钢的一种工艺,主要用于中厚度碳钢的切割。过薄的碳钢板直接用氧气切割,难以达到亮面切割的效果,而过厚的碳钢板需要使用较大的喷嘴来切割,以保证气流量和焦点高度,因此也无法实现亮面切割。
亮面切割的目的是要求切割断面非常光亮,而想要达到该效果,必须满足必要的切割条件:使用较小的喷嘴,保证出气的密集度;使用较小的气压,防止氧气过多以避免断面过烧;使用较快的切割速度;使用高焦点,焦点越高割缝越大,排气效果越好。
共边切割工艺
在激光加工过程中采用共边切割可以节省切割时间及减少穿孔次数,效益显著,但共边切割需要依赖智能化的编程软件和合理的编程。在加工过程中,板材的热变形会降低切割精度,板材的翘起会发生碰撞报警,以致切割不流畅,因此当编程不合理时,共边切割的效率反而会低于不共边切割。为此,提出了行之有效的解决方案:
使用预切割。预切割即在切割到公共边时提前将第二个零件加工一段距离,从而避免由于板材翘起导致碰撞报警。
合理的使用CAD排版。当工件易热变形且加工精度要求较高时,需要借助CAD排版,并通过编程软件的手动功能,合理的指定切割顺序。
添加微连接。使用微连接可以有效的避免由于板材热变形而引起工件翘起,提高切割流畅性及切割嘴和陶瓷环的使用寿命。
智能化、自动化、数字化、信息化是未来制造业的发展大趋势,双翌光电致力于制造业工厂智能改造,数字化升级。我们坚信通过不断努力与创新,能够实现与客户的合作共赢。如果您有相关视觉检测方面的需求,请联系我们。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
