

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
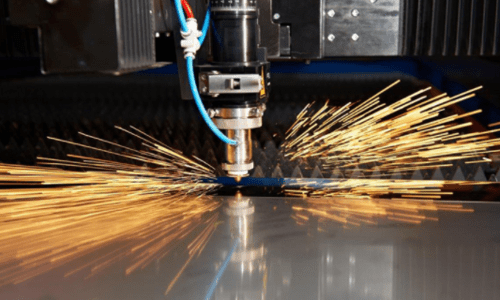
焊接工艺主要包括激光切割、激光淬火、金属激光点焊,以及利用高能强光束对工件进行加热以实现焊接,一般金属材料和结构的焊接多采用以上工艺。

金属激光点焊:利用高能强光束对零件进行点状加热以达到对焊缝填充的目的,该工艺具有热输入低、热影响区小的优点。
金属激光点焊焊缝窄,熔深大,熔敷率高。
一、激光焊接前的准备
激光焊接前,应根据需要对设备进行调试,并对工件进行清洁。
1、焊接头的设计与选择:根据零件的大小、形状及材料而定,通常有如下几种设计方法:
2、喷嘴的选择及布置:喷嘴可分为连续式与脉冲式,前者适用于较小面积或焊接速度慢的工件;后者适用于高速焊接速度快的工件。

二、焊接过程中应注意事项
激光焊接时,若光束方向和焊接方向垂直,那么焊缝方向会更均匀,而且熔深也更大。
根据材料的不同,激光焊接设备也有所不同。
三、工件变形的预防与消除
激光加工中的工件变形一般表现为变形量大,变形严重等。
1、激光焊接工件的几何形状设计是保证加工质量的重要因素,也可使熔池充分填充并防止熔敷不良;
2、工件定位精度是保证加工精度的基础;
3、控制工件变形可减少焊接变形;
4、保证焊接结构与尺寸精度,控制焊缝成型和防止焊接缺陷。
四、激光对工件的保护
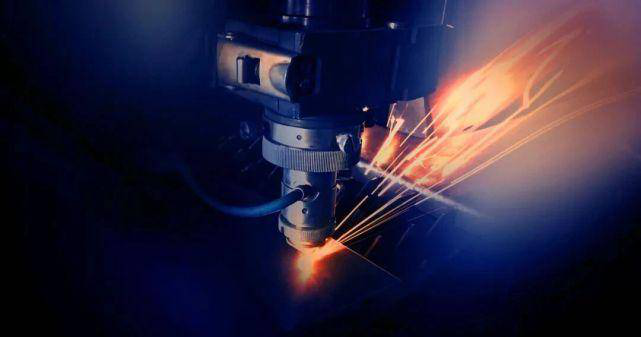
随着激光的连续使用,在焊接过程中对工件可能产生一定的损害,如表面烧伤、表面污染以及热影响区过大等。
激光焊接机在运行过程中,尤其是连续操作时,工件受光束的辐射和反射的影响,会对工件产生不同程度的损伤。
如图所示为电弧辐射到零件上的金属热应力变化曲线,图中曲线上出现许多小黑点,说明金属热应力过大。
在实际应用中为了避免工件和光束相互影响而造成损伤,应采取相应措施使光束与目标保持适当距离和方向。
为减小光束冲击到工件表面所引起的变形和应力,可采用“点焊”工艺:首先点焊工件与光束保持适当距离;然后点焊多个点并将点焊区域与光束成一定夹角(在点焊工作区域与光束成一定夹角)。当点焊时用激光束对金属层进行加热作用或在点焊区域用高功率激光束进行照射作用都能起到良好的保护效果。
机械手视觉定位、视觉检测、图像处理库等为核心的20多款自主知识产权产品。涉及自动贴合机、丝印机、曝光机、叠片机、贴片机、智能检测、智能镭射等众多行业领域。双翌视觉系统最高生产精度可达um级别,图像处理精准、速度快,将智能自动化制造行业的生产水平提升到一个更高的层次,改进了以往落后的生产流程,得到广大用户的认可与肯定。随着智能自动化生产的普及与发展,双翌将为广大生产行业带来更全面、更精细、更智能化的技术及服务。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
