

热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
目前,锂离子电池极片裁切工艺主要采用以下三种:(1)圆盘剪分切,(2)模具冲切,(3)激光切割。本文简要介绍激光模切工艺
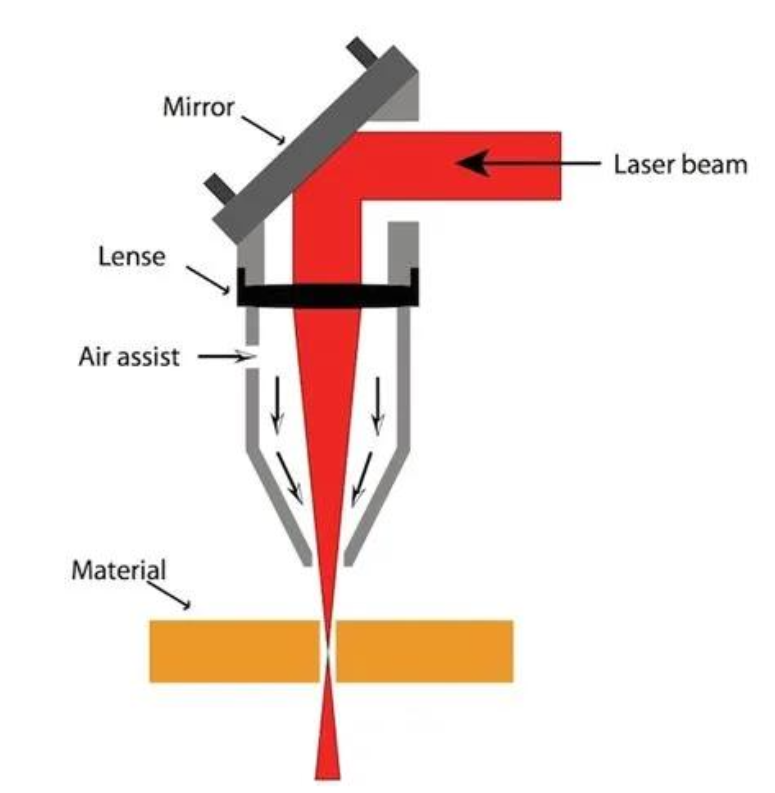
激光切割示意图
一、激光模切切割原理
其基本原理是利用高功率密度激光束照射被切割的电池极片,使极片很快被加热至很高的温度,迅速熔化、汽化、烧蚀或达到燃点而形成孔洞,随着光束在极片上的移动,孔洞连续形成宽度很窄的切缝,完成对极片的切割。
激光极耳成型一般采用卷对卷连续切割,其主要工艺流程为:放卷→张力控制→纠偏控制→激光切割→二次除尘→质量检测→收卷。
二、激光模切特点
1.切割效率高:激光切割效率高出传统五金工艺的1-3倍,还在开发4-6倍的切割技术;
2.切割效果好:热影响区小、毛刺小、断面平整一致性较好;
3.使用寿命长:激光器使用寿命高达10万小时(约10年);
4.适用范围广:可兼容卷绕和叠片工艺极片的极耳成型,且切割图形灵活多变;
5.换型更方便:调用参数可实现一键换型;
6.维护成本低:产品或者工艺换型只需要设置参数,节省了更换模具的成本。
三、对电池的影响
极片裁切过程中,极片裁切边缘的质量对电池性能和品质具有重要的影响,具体包括:
1.毛刺和杂质,会造成电池内短路,引起自放电甚至热失控;
2.尺寸精度差,无法保证负极完全包裹正极,或者隔膜完全隔离正负极极片,引起电池安全问题;
3.材料热损伤、涂层脱落等,造成材料失去活性,无法发挥作用;
4.切边不平整度,引起极片充放电过程的不均匀性。因此,极片裁切工艺需要避免这些问题出现,提高工艺品质。
四、过程关键控制点
其中影响极耳成型质量和效率的主要因素有:放卷速度、张力和纠偏控制精度、切割工位设计、切割控制系统及切割工艺参数。
激光模切关键输入参数KPIV:
1.激光功率
2.脉冲频率
3.切割速度
激光模切关键输出参数KPOV
1.极耳尺寸,间距
2.膜宽,极片长度
3.毛刺
4.外观
五、常见问题
工艺参数不合适时,可能出现问题:(1)切边涂层脱落,露出金属箔材
(2)切边周围出现大量切屑异物。这些都会导致电池出现性能下降、安全性品质问题,
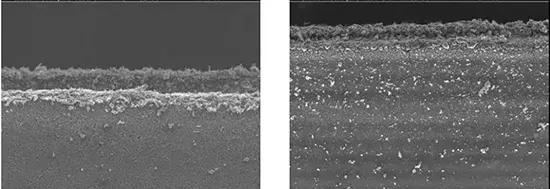
切边问题:露金属箔和切屑异物
六、发展趋势
随着客户对锂电池质量和制造效率要求的不断提高,以及自动化、智能化制造技术的不断进步,锂电池制造装备越来越呈现出工艺集成化的发展趋势,之前由几台不同功能设备完成的工艺被整合到一台设备来完成。激光极耳成型机可以与分条、卷绕及叠片整合到一起分别形成切分一体机、切卷一体机、切叠一体机。并且极耳成型机也由单工位、双工位向更多工位发展。
热线电话:0755-23712116
邮箱:contact@shuangyi-tech.com
地址:深圳市宝安区沙井街道后亭茅洲山工业园工业大厦全至科技创新园科创大厦2层2A
